





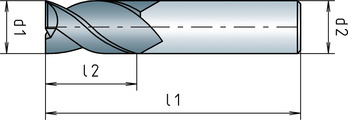
VHM-Schaftfräser, kurz, Zweischneider
Schaftfräser VHM WN-K Z2 2xD 30° Typ N
SHFTFRS-WN-K-VHM-D5
Art.-Nr. 5443300009
EAN 4055375884645

















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 6015 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Aluminium |
Schaftform | Zylindrisch |
Durchmesser (d1) | 5 mm |
Schaftdurchmesser (d2) | 5 mm |
Länge (l1) | 50 mm |
Schneidenlänge (l2) | 14 mm |
Normen | WN |
Baulänge | Kurz |
Typ | N |
Schneidstoff | VHM |
Oberfläche | Blank |
Kühlmittelzufuhr | Extern |
Drallwinkel | 30° |
Anzahl Schneiden (Z) | 2 STK |
Eckenfase | 0,06 mm |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Aluminium |
| Legende | ||
| E = Emulsion | ae = 0,1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schlichten Kontur | |||||||
| Für Ø 10 - 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 100 | 0,072 | 0,080 | 0,089 | 0,107 |
| 500-850 N/mm² | E | 90 | 0,072 | 0,080 | 0,089 | 0,107 | |
| Automatenstähle | < 850 N/mm² | E | 90 | 0,072 | 0,080 | 0,089 | 0,107 |
| 850-1000 N/mm² | E | 75 | 0,054 | 0,063 | 0,080 | 0,100 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 90 | 0,072 | 0,080 | 0,089 | 0,107 |
| 700-850 N/mm² | E | 85 | 0,072 | 0,080 | 0,089 | 0,107 | |
| 850-1000 N/mm² | E | 75 | 0,054 | 0,006 | 0,080 | 0,100 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 70 | 0,054 | 0,006 | 0,080 | 0,100 |
| 1000-1200 N/mm² | E | 60 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 90 | 0,072 | 0,080 | 0,089 | 0,107 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 70 | 0,054 | 0,063 | 0,080 | 0,100 |
| 1000-1200 N/mm² | E | 60 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Nitrierstähle | < 1000 N/mm² | E | 70 | 0,054 | 0,063 | 0,080 | 0,100 |
| 1000-1200 N/mm² | E | 60 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Werkzeugstähle | < 850 N/mm² | E | 70 | 0,054 | 0,063 | 0,080 | 0,100 |
| 850-1100 N/mm² | E | 60 | 0,050 | 0,060 | 0,070 | 0,080 | |
| 1100-1300 N/mm² | E | 45 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 40 | 0,050 | 0,060 | 0,070 | 0,080 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 30 | 0,030 | 0,054 | 0,070 | 0,105 |
| Federstähle | < 1200 N/mm² | E | 45 | 0,050 | 0,060 | 0,070 | 0,080 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 60 | 0,054 | 0,063 | 0,085 | 0,115 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 60 | 0,054 | 0,063 | 0,085 | 0,115 |
| < 850 N/mm² | E | 50 | 0,050 | 0,060 | 0,085 | 0,100 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 35 | 0,050 | 0,060 | 0,085 | 0,100 |
| Sonderlegierungen | < 1200 N/mm² | E | 20 | 0,030 | 0,054 | 0,070 | 0,105 |
| Gusseisen | < 180 HB | - | 90 | 0,072 | 0,089 | 0,107 | 0,125 |
| > 180 HB | - | 80 | 0,072 | 0,089 | 0,107 | 0,125 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 70 | 0,072 | 0,089 | 0,107 | 0,125 |
| > 260 HB | E | 60 | 0,072 | 0,089 | 0,107 | 0,125 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 400 | 0,063 | 0,079 | 0,101 | 0,126 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 300 | 0,063 | 0,079 | 0,101 | 0,126 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 250 | 0,063 | 0,079 | 0,101 | 0,126 |
| Graphit | - | 90 | 0,072 | 0,089 | 0,107 | 0,125 | |
| Schnittwerte für Schlichten Kontur | ||||||||
| Für Ø 1 - 9,9 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 1 - 1,9 | Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 100 | 0,008 | 0,016 | 0,032 | 0,054 | 0,063 |
| 500-850 N/mm² | E | 90 | 0,008 | 0,016 | 0,032 | 0,054 | 0,063 | |
| Automatenstähle | < 850 N/mm² | E | 90 | 0,008 | 0,016 | 0,032 | 0,054 | 0,063 |
| 850-1000 N/mm² | E | 75 | 0,006 | 0,011 | 0,023 | 0,036 | 0,045 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 90 | 0,008 | 0,016 | 0,032 | 0,054 | 0,063 |
| 700-850 N/mm² | E | 85 | 0,008 | 0,016 | 0,032 | 0,054 | 0,063 | |
| 850-1000 N/mm² | E | 75 | 0,006 | 0,011 | 0,023 | 0,036 | 0,045 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 70 | 0,006 | 0,011 | 0,023 | 0,036 | 0,045 |
| 1000-1200 N/mm² | E | 60 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 90 | 0,008 | 0,016 | 0,032 | 0,054 | 0,063 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 70 | 0,006 | 0,011 | 0,023 | 0,036 | 0,045 |
| 1000-1200 N/mm² | E | 60 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Nitrierstähle | < 1000 N/mm² | E | 70 | 0,006 | 0,011 | 0,023 | 0,036 | 0,045 |
| 1000-1200 N/mm² | E | 60 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Werkzeugstähle | < 850 N/mm² | E | 70 | 0,006 | 0,011 | 0,023 | 0,036 | 0,045 |
| 850-1100 N/mm² | E | 60 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| 1100-1300 N/mm² | E | 45 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 40 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 30 | 0,004 | 0,008 | 0,006 | 0,025 | 0,032 |
| Federstähle | < 1200 N/mm² | E | 45 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 60 | 0,006 | 0,011 | 0,023 | 0,036 | 0,045 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 60 | 0,006 | 0,011 | 0,023 | 0,036 | 0,045 |
| < 850 N/mm² | E | 50 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 35 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Sonderlegierungen | < 1200 N/mm² | E | 20 | 0,004 | 0,008 | 0,006 | 0,020 | 0,032 |
| Gusseisen | < 180 HB | - | 90 | 0,007 | 0,014 | 0,020 | 0,027 | 0,054 |
| > 180 HB | - | 80 | 0,007 | 0,014 | 0,020 | 0,027 | 0,054 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 70 | 0,007 | 0,014 | 0,020 | 0,027 | 0,054 |
| > 260 HB | E | 60 | 0,007 | 0,014 | 0,020 | 0,027 | 0,054 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 400 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 300 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 250 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| Graphit | - | 90 | 0,007 | 0,014 | 0,020 | 0,027 | 0,054 | |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Nut | |||||||
| Für Ø 1 - 7,9 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 1 - 1,9 | Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 70 | 0,005 | 0,010 | 0,020 | 0,030 |
| 500-850 N/mm² | E | 60 | 0,005 | 0,010 | 0,020 | 0,030 | |
| Automatenstähle | < 850 N/mm² | E | 60 | 0,005 | 0,010 | 0,020 | 0,030 |
| 850-1000 N/mm² | E | 50 | 0,004 | 0,008 | 0,015 | 0,018 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 60 | 0,005 | 0,010 | 0,020 | 0,030 |
| 700-850 N/mm² | E | 55 | 0,005 | 0,010 | 0,020 | 0,030 | |
| 850-1000 N/mm² | E | 50 | 0,004 | 0,008 | 0,015 | 0,018 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 45 | 0,004 | 0,008 | 0,015 | 0,018 |
| 1000-1200 N/mm² | E | 35 | 0,003 | 0,005 | 0,010 | 0,015 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 60 | 0,005 | 0,010 | 0,020 | 0,030 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 45 | 0,004 | 0,008 | 0,015 | 0,018 |
| 1000-1200 N/mm² | E | 35 | 0,003 | 0,005 | 0,010 | 0,015 | |
| Nitrierstähle | < 1000 N/mm² | E | 45 | 0,004 | 0,008 | 0,015 | 0,018 |
| 1000-1200 N/mm² | E | 35 | 0,003 | 0,005 | 0,010 | 0,015 | |
| Werkzeugstähle | < 850 N/mm² | E | 50 | 0,004 | 0,008 | 0,015 | 0,018 |
| 850-1100 N/mm² | E | 35 | 0,003 | 0,005 | 0,010 | 0,015 | |
| 1100-1300 N/mm² | E | 30 | 0,003 | 0,005 | 0,010 | 0,015 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 25 | 0,003 | 0,005 | 0,010 | 0,015 |
| Federstähle | < 1200 N/mm² | E | 30 | 0,003 | 0,005 | 0,010 | 0,015 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 50 | 0,003 | 0,006 | 0,013 | 0,020 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 40 | 0,003 | 0,006 | 0,013 | 0,020 |
| < 850 N/mm² | E | 40 | 0,003 | 0,005 | 0,010 | 0,015 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 30 | 0,003 | 0,005 | 0,010 | 0,015 |
| Gusseisen | < 180 HB | - | 70 | 0,004 | 0,008 | 0,015 | 0,020 |
| > 180 HB | - | 55 | 0,004 | 0,008 | 0,015 | 0,020 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 50 | 0,004 | 0,008 | 0,015 | 0,020 |
| > 260 HB | E | 40 | 0,004 | 0,008 | 0,015 | 0,020 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 180 | 0,004 | 0,008 | 0,015 | 0,025 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 140 | 0,004 | 0,008 | 0,015 | 0,025 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 105 | 0,004 | 0,008 | 0,015 | 0,025 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 180 | 0,004 | 0,008 | 0,015 | 0,025 |
| Graphit | - | 60 | 0,004 | 0,008 | 0,015 | 0,020 | |
| Schnittwerte für Schruppen Kontur | |||||||
| Für Ø 10 - 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 80 | 0,060 | 0,080 | 0,100 | 0,120 |
| 500-850 N/mm² | E | 70 | 0,060 | 0,080 | 0,100 | 0,120 | |
| Automatenstähle | < 850 N/mm² | E | 70 | 0,060 | 0,080 | 0,100 | 0,120 |
| 850-1000 N/mm² | E | 55 | 0,035 | 0,045 | 0,060 | 0,080 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 70 | 0,060 | 0,080 | 0,100 | 0,120 |
| 700-850 N/mm² | E | 60 | 0,060 | 0,080 | 0,100 | 0,120 | |
| 850-1000 N/mm² | E | 55 | 0,035 | 0,045 | 0,060 | 0,080 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 50 | 0,035 | 0,045 | 0,060 | 0,080 |
| 1000-1200 N/mm² | E | 40 | 0,030 | 0,040 | 0,055 | 0,065 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 70 | 0,060 | 0,080 | 0,100 | 0,120 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 50 | 0,035 | 0,045 | 0,060 | 0,080 |
| 1000-1200 N/mm² | E | 40 | 0,030 | 0,040 | 0,055 | 0,065 | |
| Nitrierstähle | < 1000 N/mm² | E | 50 | 0,035 | 0,045 | 0,060 | 0,080 |
| 1000-1200 N/mm² | E | 40 | 0,035 | 0,040 | 0,055 | 0,065 | |
| Werkzeugstähle | < 850 N/mm² | E | 50 | 0,035 | 0,045 | 0,060 | 0,080 |
| 850-1100 N/mm² | E | 40 | 0,030 | 0,040 | 0,055 | 0,065 | |
| 1100-1300 N/mm² | E | 30 | 0,030 | 0,040 | 0,055 | 0,065 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 30 | 0,030 | 0,040 | 0,055 | 0,065 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | - | 50 | 0,040 | 0,050 | 0,060 | 0,070 |
| Federstähle | < 1200 N/mm² | E | 40 | 0,030 | 0,040 | 0,055 | 0,065 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 55 | 0,040 | 0,050 | 0,055 | 0,090 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 45 | 0,040 | 0,050 | 0,055 | 0,090 |
| < 850 N/mm² | E | 45 | 0,032 | 0,045 | 0,060 | 0,075 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 35 | 0,032 | 0,045 | 0,060 | 0,075 |
| Sonderlegierungen | < 1200 N/mm² | - | 45 | 0,040 | 0,050 | 0,060 | 0,070 |
| Gusseisen | < 180 HB | - | 70 | 0,050 | 0,060 | 0,080 | 0,100 |
| > 180 HB | - | 60 | 0,050 | 0,060 | 0,080 | 0,100 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 55 | 0,050 | 0,060 | 0,080 | 0,100 |
| > 260 HB | E | 45 | 0,050 | 0,060 | 0,080 | 0,100 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 200 | 0,050 | 0,070 | 0,090 | 0,120 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 150 | 0,050 | 0,070 | 0,090 | 0,120 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 120 | 0,050 | 0,070 | 0,090 | 0,120 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 200 | 0,050 | 0,070 | 0,090 | 0,120 |
| 850-1200 N/mm² | E | 95 | 0,050 | 0,070 | 0,090 | 0,120 | |
| Graphit | - | 70 | 0,050 | 0,060 | 0,080 | 0,100 | |
| Schnittwerte für Schruppen Kontur | ||||||||
| Für Ø 1 - 9,9 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 1 - 1,9 | Ø 2 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 80 | 0,006 | 0,011 | 0,023 | 0,033 | 0,045 |
| 500-850 N/mm² | E | 70 | 0,006 | 0,011 | 0,023 | 0,033 | 0,045 | |
| Automatenstähle | < 850 N/mm² | E | 70 | 0,006 | 0,011 | 0,023 | 0,033 | 0,045 |
| 850-1000 N/mm² | E | 55 | 0,004 | 0,007 | 0,014 | 0,022 | 0,028 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 70 | 0,006 | 0,011 | 0,023 | 0,033 | 0,045 |
| 700-850 N/mm² | E | 60 | 0,006 | 0,011 | 0,023 | 0,033 | 0,045 | |
| 850-1000 N/mm² | E | 55 | 0,004 | 0,007 | 0,014 | 0,022 | 0,028 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 50 | 0,004 | 0,007 | 0,014 | 0,022 | 0,028 |
| 1000-1200 N/mm² | E | 40 | 0,003 | 0,006 | 0,013 | 0,020 | 0,025 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 70 | 0,006 | 0,011 | 0,023 | 0,033 | 0,045 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 50 | 0,004 | 0,007 | 0,014 | 0,022 | 0,028 |
| 1000-1200 N/mm² | E | 40 | 0,003 | 0,006 | 0,013 | 0,020 | 0,025 | |
| Nitrierstähle | < 1000 N/mm² | E | 50 | 0,004 | 0,007 | 0,014 | 0,022 | 0,028 |
| 1000-1200 N/mm² | E | 40 | 0,003 | 0,006 | 0,013 | 0,020 | 0,025 | |
| Werkzeugstähle | < 850 N/mm² | E | 50 | 0,004 | 0,007 | 0,014 | 0,022 | 0,028 |
| 850-1100 N/mm² | E | 40 | 0,003 | 0,006 | 0,013 | 0,020 | 0,025 | |
| 1100-1300 N/mm² | E | 30 | 0,003 | 0,006 | 0,013 | 0,020 | 0,025 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 30 | 0,003 | 0,006 | 0,013 | 0,020 | 0,025 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | - | 50 | 0,004 | 0,008 | 0,016 | 0,024 | 0,032 |
| Federstähle | < 1200 N/mm² | E | 40 | 0,003 | 0,006 | 0,013 | 0,020 | 0,025 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 55 | 0,004 | 0,008 | 0,015 | 0,025 | 0,030 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 45 | 0,004 | 0,008 | 0,015 | 0,025 | 0,030 |
| < 850 N/mm² | E | 45 | 0,003 | 0,006 | 0,012 | 0,017 | 0,025 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 35 | 0,003 | 0,006 | 0,012 | 0,017 | 0,025 |
| Sonderlegierungen | < 1200 N/mm² | - | 45 | 0,004 | 0,008 | 0,016 | 0,024 | 0,032 |
| Gusseisen | < 180 HB | - | 70 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| > 180 HB | - | 60 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 55 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| > 260 HB | E | 45 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 200 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 150 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 120 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 200 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| 850-1200 N/mm² | E | 95 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Graphit | - | 70 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Legende | ||
| E = Emulsion | ae = 1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Nut | |||||||
| Für Ø 8 - 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 8 - 9,9 | Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 70 | 0,040 | 0,050 | 0,060 | 0,080 |
| 500-850 N/mm² | E | 60 | 0,040 | 0,050 | 0,060 | 0,080 | |
| Automatenstähle | < 850 N/mm² | E | 60 | 0,040 | 0,050 | 0,060 | 0,080 |
| 850-1000 N/mm² | E | 50 | 0,030 | 0,035 | 0,040 | 0,060 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 60 | 0,040 | 0,050 | 0,060 | 0,080 |
| 700-850 N/mm² | E | 55 | 0,040 | 0,050 | 0,060 | 0,080 | |
| 850-1000 N/mm² | E | 50 | 0,030 | 0,035 | 0,040 | 0,060 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 45 | 0,030 | 0,035 | 0,040 | 0,060 |
| 1000-1200 N/mm² | E | 35 | 0,020 | 0,025 | 0,035 | 0,050 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 60 | 0,040 | 0,050 | 0,060 | 0,080 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 45 | 0,030 | 0,035 | 0,040 | 0,060 |
| 1000-1200 N/mm² | E | 35 | 0,020 | 0,025 | 0,035 | 0,050 | |
| Nitrierstähle | < 1000 N/mm² | E | 45 | 0,030 | 0,035 | 0,040 | 0,060 |
| 1000-1200 N/mm² | E | 35 | 0,020 | 0,025 | 0,035 | 0,050 | |
| Werkzeugstähle | < 850 N/mm² | E | 50 | 0,030 | 0,035 | 0,040 | 0,060 |
| 850-1100 N/mm² | E | 35 | 0,020 | 0,025 | 0,035 | 0,050 | |
| 1100-1300 N/mm² | E | 30 | 0,020 | 0,025 | 0,035 | 0,050 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 25 | 0,020 | 0,025 | 0,035 | 0,050 |
| Federstähle | < 1200 N/mm² | E | 30 | 0,020 | 0,025 | 0,035 | 0,050 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 50 | 0,025 | 0,030 | 0,035 | 0,050 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 40 | 0,025 | 0,030 | 0,035 | 0,050 |
| < 850 N/mm² | E | 40 | 0,020 | 0,025 | 0,030 | 0,045 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 30 | 0,020 | 0,025 | 0,030 | 0,045 |
| Gusseisen | < 180 HB | - | 70 | 0,030 | 0,040 | 0,045 | 0,060 |
| > 180 HB | - | 55 | 0,030 | 0,040 | 0,045 | 0,060 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 50 | 0,030 | 0,040 | 0,045 | 0,060 |
| > 260 HB | E | 40 | 0,030 | 0,040 | 0,045 | 0,060 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 180 | 0,030 | 0,040 | 0,050 | 0,065 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 140 | 0,030 | 0,040 | 0,050 | 0,065 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 105 | 0,030 | 0,040 | 0,050 | 0,065 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 180 | 0,030 | 0,040 | 0,050 | 0,065 |
| Graphit | - | 60 | 0,030 | 0,040 | 0,045 | 0,060 | |
Zuletzt angesehen

Senkschraube mit Kreuzschlitz Z ISO 7046-2, Edelstahl A2-70, blank

Sechskantschraube mit Gewinde bis Kopf ISO 4017, Stahl FK8.8, Zink-Lamelle silber (ZFSHL)

Senkschraube mit Schlitz DIN 963, Stahl 8.8, blank,

Gewindestift Innensechskant und Kegelstumpf ISO 4026 Stahl 45H, blank

Sechskantschraube mit Schaft für den Druckbehälterbau ISO 4014, Stahl 5.6, verzinkt blau passiviert (A2K)

Flugrostentferner

Augenschraube DIN 444, Stahl 4.6, verzinkt blau passiviert (A2K), Form B

Sechskantmutter mit Bund, 1,5xd hoch DIN 6331, Stahl 10 verzinkt, blau passiviert (A2K)

Flachkopf-Blechschraube Form C mit Innensechsrund ISO 14585, Edelstahl A2, Form C (mit Spitze)

Rollen-Werkzeugkoffer