





VHM-Schaftfräser, lang, Dreischneider
Schaftfräser VHM WN-L Z3 5xD 30° Typ N TiAlN
SHFTFRS-WN-L-VHM-TN-D6
Art.-Nr. 5443300144
EAN 4055375885949

















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 6067 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Aluminium |
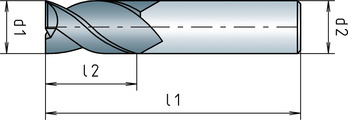
Schaftform | Zylindrisch |
Durchmesser (d1) | 6 mm |
Schaftdurchmesser (d2) | 6 mm |
Länge (l1) | 70 mm |
Schneidenlänge (l2) | 30 mm |
Normen | WN |
Baulänge | Lang |
Typ | N |
Schneidstoff | VHM |
Oberfläche | TiAlN |
Kühlmittelzufuhr | Extern |
Drallwinkel | 30° |
Anzahl Schneiden (Z) | 3 STK |
Eckenfase | 0,08 mm |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Aluminium |
| Legende |
| E = Emulsion |
| vc = Schnittgeschwindigkeit [m/min] |
| fz = Vorschub pro Zahn [mm/Z] |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. |
| Schnittwerte für Schruppen Zirkular | |||||||
| Für Ø 10 - 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 140 | 0,015 | 0,020 | 0,025 | 0,030 |
| 500-850 N/mm² | E | 120 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Automatenstähle | < 850 N/mm² | E | 120 | 0,015 | 0,020 | 0,025 | 0,030 |
| 850-1000 N/mm² | E | 100 | 0,009 | 0,011 | 0,015 | 0,020 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 120 | 0,015 | 0,020 | 0,025 | 0,030 |
| 700-850 N/mm² | E | 110 | 0,015 | 0,020 | 0,025 | 0,030 | |
| 850-1000 N/mm² | E | 100 | 0,010 | 0,013 | 0,017 | 0,023 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 85 | 0,010 | 0,013 | 0,017 | 0,023 |
| 1000-1200 N/mm² | E | 70 | 0,008 | 0,011 | 0,015 | 0,018 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 120 | 0,015 | 0,020 | 0,025 | 0,030 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 85 | 0,010 | 0,013 | 0,017 | 0,023 |
| 1000-1200 N/mm² | E | 70 | 0,008 | 0,011 | 0,015 | 0,018 | |
| Nitrierstähle | < 1000 N/mm² | E | 85 | 0,010 | 0,013 | 0,017 | 0,023 |
| 1000-1200 N/mm² | E | 70 | 0,008 | 0,011 | 0,015 | 0,018 | |
| Werkzeugstähle | < 850 N/mm² | E | 85 | 0,010 | 0,013 | 0,017 | 0,023 |
| 850-1100 N/mm² | E | 70 | 0,008 | 0,011 | 0,015 | 0,018 | |
| 1100-1300 N/mm² | E | 60 | 0,008 | 0,011 | 0,015 | 0,018 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 60 | 0,008 | 0,011 | 0,015 | 0,018 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 50 | 0,010 | 0,013 | 0,015 | 0,018 |
| Federstähle | < 1200 N/mm² | E | 70 | 0,008 | 0,011 | 0,015 | 0,018 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 90 | 0,010 | 0,013 | 0,014 | 0,023 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 85 | 0,010 | 0,013 | 0,014 | 0,023 |
| < 850 N/mm² | E | 85 | 0,008 | 0,011 | 0,015 | 0,019 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 65 | 0,008 | 0,011 | 0,015 | 0,019 |
| Sonderlegierungen | < 1200 N/mm² | E | 45 | 0,010 | 0,013 | 0,015 | 0,018 |
| Gusseisen | < 180 HB | - | 130 | 0,013 | 0,015 | 0,020 | 0,025 |
| > 180 HB | - | 100 | 0,013 | 0,015 | 0,020 | 0,025 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 85 | 0,013 | 0,015 | 0,020 | 0,025 |
| > 260 HB | E | 80 | 0,013 | 0,015 | 0,020 | 0,025 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 350 | 0,013 | 0,018 | 0,023 | 0,030 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 300 | 0,013 | 0,018 | 0,023 | 0,030 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 220 | 0,013 | 0,018 | 0,023 | 0,030 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 350 | 0,013 | 0,018 | 0,023 | 0,030 |
| Graphit | - | 130 | 0,013 | 0,015 | 0,020 | 0,025 | |
| Schnittwerte für Schruppen Zirkular | |||||||
| Für Ø 3 - 9,9 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 3 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 140 | 0,005 | 0,006 | 0,008 | 0,011 |
| 500-850 N/mm² | E | 120 | 0,005 | 0,006 | 0,008 | 0,011 | |
| Automatenstähle | < 850 N/mm² | E | 120 | 0,005 | 0,006 | 0,008 | 0,011 |
| 850-1000 N/mm² | E | 100 | 0,003 | 0,004 | 0,006 | 0,007 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 120 | 0,005 | 0,006 | 0,008 | 0,001 |
| 700-850 N/mm² | E | 110 | 0,005 | 0,006 | 0,008 | 0,001 | |
| 850-1000 N/mm² | E | 100 | 0,003 | 0,004 | 0,006 | 0,008 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 85 | 0,003 | 0,004 | 0,006 | 0,008 |
| 1000-1200 N/mm² | E | 70 | 0,003 | 0,003 | 0,005 | 0,007 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 120 | 0,005 | 0,006 | 0,008 | 0,011 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 85 | 0,003 | 0,004 | 0,006 | 0,008 |
| 1000-1200 N/mm² | E | 70 | 0,003 | 0,003 | 0,005 | 0,007 | |
| Nitrierstähle | < 1000 N/mm² | E | 85 | 0,003 | 0,004 | 0,006 | 0,008 |
| 1000-1200 N/mm² | E | 70 | 0,003 | 0,003 | 0,005 | 0,007 | |
| Werkzeugstähle | < 850 N/mm² | E | 85 | 0,003 | 0,004 | 0,006 | 0,008 |
| 850-1100 N/mm² | E | 70 | 0,003 | 0,003 | 0,005 | 0,007 | |
| 1100-1300 N/mm² | E | 60 | 0,003 | 0,003 | 0,005 | 0,007 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 60 | 0,003 | 0,003 | 0,005 | 0,007 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 50 | 0,003 | 0,004 | 0,006 | 0,008 |
| Federstähle | < 1200 N/mm² | E | 70 | 0,003 | 0,030 | 0,005 | 0,007 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 90 | 0,003 | 0,004 | 0,006 | 0,008 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 85 | 0,003 | 0,004 | 0,006 | 0,008 |
| < 850 N/mm² | E | 85 | 0,002 | 0,003 | 0,004 | 0,006 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 65 | 0,002 | 0,003 | 0,004 | 0,006 |
| Sonderlegierungen | < 1200 N/mm² | E | 45 | 0,003 | 0,004 | 0,006 | 0,008 |
| Gusseisen | < 180 HB | - | 130 | 0,004 | 0,005 | 0,008 | 0,010 |
| > 180 HB | - | 100 | 0,004 | 0,005 | 0,008 | 0,010 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 85 | 0,004 | 0,005 | 0,008 | 0,010 |
| > 260 HB | E | 80 | 0,004 | 0,005 | 0,008 | 0,010 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 350 | 0,004 | 0,005 | 0,008 | 0,010 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 300 | 0,004 | 0,005 | 0,008 | 0,010 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 220 | 0,004 | 0,005 | 0,008 | 0,010 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 350 | 0,004 | 0,005 | 0,008 | 0,010 |
| Graphit | - | 130 | 0,004 | 0,005 | 0,008 | 0,010 | |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Legende | ||
| E = Emulsion | ae = 0,1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schlichten Kontur | ||||||
| Für Ø 10 - 20 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 10 - 11,9 | Ø 12 - 16 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 190 | 0,072 | 0,080 | 0,107 |
| 500-850 N/mm² | E | 170 | 0,072 | 0,080 | 0,107 | |
| Automatenstähle | < 850 N/mm² | E | 170 | 0,072 | 0,080 | 0,107 |
| 850-1000 N/mm² | E | 140 | 0,054 | 0,063 | 0,100 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 170 | 0,072 | 0,080 | 0,107 |
| 700-850 N/mm² | E | 160 | 0,072 | 0,080 | 0,107 | |
| 850-1000 N/mm² | E | 140 | 0,054 | 0,006 | 0,100 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 120 | 0,054 | 0,006 | 0,100 |
| 1000-1200 N/mm² | E | 95 | 0,050 | 0,060 | 0,080 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 170 | 0,072 | 0,080 | 0,107 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 120 | 0,054 | 0,063 | 0,100 |
| 1000-1200 N/mm² | E | 95 | 0,050 | 0,060 | 0,080 | |
| Nitrierstähle | < 1000 N/mm² | E | 120 | 0,054 | 0,063 | 0,100 |
| 1000-1200 N/mm² | E | 95 | 0,050 | 0,060 | 0,080 | |
| Werkzeugstähle | < 850 N/mm² | E | 120 | 0,054 | 0,063 | 0,100 |
| 850-1100 N/mm² | E | 95 | 0,050 | 0,060 | 0,080 | |
| 1100-1400 N/mm² | E | 85 | 0,050 | 0,060 | 0,080 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 80 | 0,050 | 0,060 | 0,080 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 50 | 0,030 | 0,054 | 0,105 |
| Federstähle | < 1200 N/mm² | E | 85 | 0,050 | 0,060 | 0,080 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 110 | 0,054 | 0,063 | 0,115 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 110 | 0,054 | 0,063 | 0,115 |
| < 850 N/mm² | E | 90 | 0,050 | 0,060 | 0,100 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 75 | 0,050 | 0,060 | 0,100 |
| Sonderlegierungen | < 1200 N/mm² | E | 50 | 0,030 | 0,054 | 0,105 |
| Gusseisen | < 180 HB | - | 150 | 0,072 | 0,089 | 0,125 |
| > 180 HB | - | 120 | 0,072 | 0,089 | 0,125 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 100 | 0,072 | 0,089 | 0,125 |
| > 260 HB | E | 90 | 0,072 | 0,089 | 0,125 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 800 | 0,063 | 0,079 | 0,126 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 600 | 0,063 | 0,079 | 0,126 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 400 | 0,063 | 0,079 | 0,126 |
| Graphit | - | 150 | 0,072 | 0,089 | 0,125 | |
| Schnittwerte für Schlichten Kontur | |||||||
| Für Ø 3 - 9,9 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 3 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 190 | 0,016 | 0,032 | 0,054 | 0,063 |
| 500-850 N/mm² | E | 170 | 0,016 | 0,032 | 0,054 | 0,063 | |
| Automatenstähle | < 850 N/mm² | E | 170 | 0,016 | 0,032 | 0,054 | 0,063 |
| 850-1000 N/mm² | E | 140 | 0,011 | 0,023 | 0,036 | 0,045 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 170 | 0,016 | 0,032 | 0,054 | 0,063 |
| 700-850 N/mm² | E | 160 | 0,016 | 0,032 | 0,054 | 0,063 | |
| 850-1000 N/mm² | E | 140 | 0,011 | 0,023 | 0,036 | 0,045 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 120 | 0,011 | 0,023 | 0,036 | 0,045 |
| 1000-1200 N/mm² | E | 95 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 170 | 0,016 | 0,032 | 0,054 | 0,063 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 120 | 0,011 | 0,023 | 0,036 | 0,045 |
| 1000-1200 N/mm² | E | 95 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Nitrierstähle | < 1000 N/mm² | E | 120 | 0,011 | 0,023 | 0,036 | 0,045 |
| 1000-1200 N/mm² | E | 95 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Werkzeugstähle | < 850 N/mm² | E | 120 | 0,011 | 0,023 | 0,036 | 0,045 |
| 850-1100 N/mm² | E | 95 | 0,010 | 0,020 | 0,030 | 0,040 | |
| 1100-1400 N/mm² | E | 85 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 80 | 0,010 | 0,020 | 0,030 | 0,040 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 50 | 0,008 | 0,006 | 0,025 | 0,032 |
| Federstähle | < 1200 N/mm² | E | 85 | 0,010 | 0,020 | 0,030 | 0,040 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 110 | 0,011 | 0,023 | 0,036 | 0,045 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 110 | 0,011 | 0,023 | 0,036 | 0,045 |
| < 850 N/mm² | E | 90 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 75 | 0,010 | 0,020 | 0,030 | 0,040 |
| Sonderlegierungen | < 1200 N/mm² | E | 50 | 0,008 | 0,006 | 0,020 | 0,032 |
| Gusseisen | < 180 HB | - | 150 | 0,014 | 0,020 | 0,027 | 0,054 |
| > 180 HB | - | 120 | 0,014 | 0,020 | 0,027 | 0,054 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 100 | 0,014 | 0,020 | 0,027 | 0,054 |
| > 260 HB | E | 90 | 0,014 | 0,020 | 0,027 | 0,054 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 800 | 0,012 | 0,024 | 0,031 | 0,047 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 600 | 0,012 | 0,024 | 0,031 | 0,047 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 400 | 0,012 | 0,024 | 0,031 | 0,047 |
| Graphit | - | 150 | 0,014 | 0,020 | 0,027 | 0,054 | |
| Schnittwerte für Schruppen Kontur | |||||||
| Für Ø 10 - 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 140 | 0,060 | 0,080 | 0,100 | 0,120 |
| 500-850 N/mm² | E | 120 | 0,060 | 0,080 | 0,100 | 0,120 | |
| Automatenstähle | < 850 N/mm² | E | 120 | 0,060 | 0,080 | 0,100 | 0,120 |
| 850-1000 N/mm² | E | 100 | 0,035 | 0,045 | 0,060 | 0,080 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 120 | 0,060 | 0,080 | 0,100 | 0,120 |
| 700-850 N/mm² | E | 110 | 0,060 | 0,080 | 0,100 | 0,120 | |
| 850-1000 N/mm² | E | 100 | 0,035 | 0,045 | 0,060 | 0,080 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 85 | 0,035 | 0,045 | 0,060 | 0,080 |
| 1000-1200 N/mm² | E | 70 | 0,030 | 0,040 | 0,055 | 0,065 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 120 | 0,060 | 0,080 | 0,100 | 0,120 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 85 | 0,035 | 0,045 | 0,060 | 0,080 |
| 1000-1200 N/mm² | E | 70 | 0,030 | 0,040 | 0,055 | 0,065 | |
| Nitrierstähle | < 1000 N/mm² | E | 85 | 0,035 | 0,045 | 0,060 | 0,080 |
| 1000-1200 N/mm² | E | 70 | 0,035 | 0,040 | 0,055 | 0,065 | |
| Werkzeugstähle | < 850 N/mm² | E | 85 | 0,035 | 0,045 | 0,060 | 0,080 |
| 850-1100 N/mm² | E | 70 | 0,030 | 0,040 | 0,055 | 0,065 | |
| 1100-1300 N/mm² | E | 60 | 0,030 | 0,040 | 0,055 | 0,065 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 60 | 0,030 | 0,040 | 0,055 | 0,065 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 50 | 0,040 | 0,050 | 0,060 | 0,070 |
| Federstähle | < 1200 N/mm² | E | 70 | 0,030 | 0,040 | 0,055 | 0,065 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 90 | 0,040 | 0,050 | 0,055 | 0,090 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 85 | 0,040 | 0,050 | 0,055 | 0,090 |
| < 850 N/mm² | E | 85 | 0,032 | 0,045 | 0,060 | 0,075 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 65 | 0,032 | 0,045 | 0,060 | 0,075 |
| Sonderlegierungen | < 1200 N/mm² | E | 45 | 0,040 | 0,050 | 0,060 | 0,070 |
| Gusseisen | < 180 HB | - | 130 | 0,050 | 0,060 | 0,080 | 0,100 |
| > 180 HB | - | 100 | 0,050 | 0,060 | 0,080 | 0,100 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 85 | 0,050 | 0,060 | 0,080 | 0,100 |
| > 260 HB | E | 80 | 0,050 | 0,060 | 0,080 | 0,100 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 350 | 0,050 | 0,070 | 0,090 | 0,120 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 300 | 0,050 | 0,070 | 0,090 | 0,120 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 220 | 0,050 | 0,070 | 0,090 | 0,120 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 350 | 0,050 | 0,070 | 0,090 | 0,120 |
| Graphit | - | 130 | 0,050 | 0,060 | 0,080 | 0,100 | |
| Schnittwerte für Schruppen Kontur | |||||||
| Für Ø 3 - 9,9 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 3 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 140 | 0,011 | 0,023 | 0,033 | 0,045 |
| 500-850 N/mm² | E | 120 | 0,011 | 0,023 | 0,033 | 0,045 | |
| Automatenstähle | < 850 N/mm² | E | 120 | 0,011 | 0,023 | 0,033 | 0,045 |
| 850-1000 N/mm² | E | 100 | 0,007 | 0,014 | 0,022 | 0,028 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 120 | 0,011 | 0,023 | 0,033 | 0,045 |
| 700-850 N/mm² | E | 110 | 0,011 | 0,023 | 0,033 | 0,045 | |
| 850-1000 N/mm² | E | 100 | 0,007 | 0,014 | 0,022 | 0,028 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 85 | 0,007 | 0,014 | 0,022 | 0,028 |
| 1000-1200 N/mm² | E | 70 | 0,006 | 0,013 | 0,020 | 0,025 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 120 | 0,011 | 0,023 | 0,033 | 0,045 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 85 | 0,007 | 0,014 | 0,022 | 0,028 |
| 1000-1200 N/mm² | E | 70 | 0,006 | 0,013 | 0,020 | 0,025 | |
| Nitrierstähle | < 1000 N/mm² | E | 85 | 0,007 | 0,014 | 0,022 | 0,028 |
| 1000-1200 N/mm² | E | 70 | 0,006 | 0,013 | 0,020 | 0,025 | |
| Werkzeugstähle | < 850 N/mm² | E | 85 | 0,007 | 0,014 | 0,022 | 0,028 |
| 850-1100 N/mm² | E | 70 | 0,006 | 0,013 | 0,020 | 0,025 | |
| 1100-1300 N/mm² | E | 60 | 0,006 | 0,013 | 0,020 | 0,025 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 60 | 0,006 | 0,013 | 0,020 | 0,025 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 50 | 0,008 | 0,016 | 0,024 | 0,032 |
| Federstähle | < 1200 N/mm² | E | 70 | 0,006 | 0,013 | 0,020 | 0,025 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 90 | 0,008 | 0,015 | 0,025 | 0,030 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 85 | 0,008 | 0,015 | 0,025 | 0,030 |
| < 850 N/mm² | E | 85 | 0,006 | 0,012 | 0,017 | 0,025 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 65 | 0,006 | 0,012 | 0,017 | 0,025 |
| Sonderlegierungen | < 1200 N/mm² | E | 45 | 0,008 | 0,016 | 0,024 | 0,032 |
| Gusseisen | < 180 HB | - | 130 | 0,010 | 0,020 | 0,030 | 0,040 |
| > 180 HB | - | 100 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 85 | 0,010 | 0,020 | 0,030 | 0,040 |
| > 260 HB | E | 80 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 350 | 0,010 | 0,020 | 0,030 | 0,040 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 300 | 0,010 | 0,020 | 0,030 | 0,040 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 220 | 0,010 | 0,020 | 0,030 | 0,040 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 350 | 0,010 | 0,020 | 0,030 | 0,040 |
| Graphit | - | 130 | 0,010 | 0,020 | 0,030 | 0,040 | |
Zuletzt angesehen

Rohr- und Halterungsschelle Multifix

Spiralbohrer HSS DIN 338 Typ RW

Distanzscheibe

Blechschälbohrer HSS AlTiN SMART STEP

Sechskantschraube mit Gewinde bis Kopf DIN 933, Stahl 8.8, verzinkt blau passiviert (A2K)

Big Bag Mineralwolle mit Schürze und Verschlussbändern

Bürstenband Edelstahl

Aktivator

Handtacker HT 34

Montageplatte Nexis mit 2-Punkt-Befestigung