





VHM-Schaftfräser, lang, Zweischneider
Schaftfräser VHM WN-L Z2 5xD 30° Typ N TiAlN
SHFTFRS-WN-L-VHM-TN-D12
Art.-Nr. 5443300057
EAN 4055375885086
















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 6027 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl |
Schaftform | Zylindrisch |
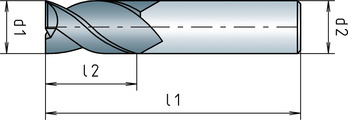
Durchmesser (d1) | 12 mm |
Schaftdurchmesser (d2) | 12 mm |
Länge (l1) | 100 mm |
Schneidenlänge (l2) | 45 mm |
Normen | WN |
Baulänge | Lang |
Typ | N |
Schneidstoff | VHM |
Oberfläche | TiAlN |
Kühlmittelzufuhr | Extern |
Drallwinkel | 30° |
Anzahl Schneiden (Z) | 2 STK |
Eckenfase | 0,15 mm |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm² |
| Legende | ||
| E = Emulsion | ae = 0,1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schlichten Kontur | ||||||||
| Für Ø 3 - 12 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 3 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 12 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 190 | 0,016 | 0,032 | 0,054 | 0,063 | 0,072 |
| 500-850 N/mm² | E | 170 | 0,016 | 0,032 | 0,054 | 0,063 | 0,072 | |
| Automatenstähle | < 850 N/mm² | E | 170 | 0,016 | 0,032 | 0,054 | 0,063 | 0,072 |
| 850-1000 N/mm² | E | 140 | 0,011 | 0,023 | 0,036 | 0,045 | 0,054 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 170 | 0,016 | 0,032 | 0,054 | 0,063 | 0,072 |
| 700-850 N/mm² | E | 160 | 0,016 | 0,032 | 0,054 | 0,063 | 0,072 | |
| 850-1000 N/mm² | E | 140 | 0,011 | 0,023 | 0,036 | 0,045 | 0,054 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 120 | 0,011 | 0,023 | 0,036 | 0,045 | 0,054 |
| 1000-1200 N/mm² | E | 95 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 170 | 0,016 | 0,032 | 0,054 | 0,063 | 0,072 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 120 | 0,011 | 0,023 | 0,036 | 0,045 | 0,054 |
| 1000-1200 N/mm² | E | 95 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 | |
| Nitrierstähle | < 1000 N/mm² | E | 120 | 0,011 | 0,023 | 0,036 | 0,045 | 0,054 |
| 1000-1200 N/mm² | E | 95 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 | |
| Werkzeugstähle | < 850 N/mm² | E | 120 | 0,011 | 0,023 | 0,036 | 0,045 | 0,054 |
| 850-1100 N/mm² | E | 95 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 | |
| 1100-1300 N/mm² | E | 85 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 80 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 50 | 0,008 | 0,006 | 0,025 | 0,032 | 0,030 |
| Federstähle | < 1200 N/mm² | E | 85 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 110 | 0,011 | 0,023 | 0,036 | 0,045 | 0,054 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 110 | 0,011 | 0,023 | 0,036 | 0,045 | 0,054 |
| < 850 N/mm² | E | 90 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 75 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 |
| Sonderlegierungen | < 1200 N/mm² | E | 50 | 0,008 | 0,006 | 0,020 | 0,032 | 0,030 |
| Gusseisen | < 180 HB | - | 150 | 0,014 | 0,020 | 0,027 | 0,054 | 0,072 |
| > 180 HB | - | 120 | 0,014 | 0,020 | 0,027 | 0,054 | 0,072 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 100 | 0,014 | 0,020 | 0,027 | 0,054 | 0,072 |
| > 260 HB | E | 90 | 0,014 | 0,020 | 0,027 | 0,054 | 0,072 | |
| Schnittwerte für Schruppen Nut | ||||||||
| Für Ø 3 - 12 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 3 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 12 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 120 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 |
| 500-850 N/mm² | E | 105 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 | |
| Automatenstähle | < 850 N/mm² | E | 105 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 |
| 850-1000 N/mm² | E | 90 | 0,008 | 0,015 | 0,018 | 0,030 | 0,035 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 105 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 |
| 700-850 N/mm² | E | 100 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 | |
| 850-1000 N/mm² | E | 90 | 0,008 | 0,015 | 0,018 | 0,030 | 0,035 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 80 | 0,008 | 0,015 | 0,018 | 0,030 | 0,035 |
| 1000-1200 N/mm² | E | 70 | 0,005 | 0,010 | 0,015 | 0,020 | 0,025 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 105 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 80 | 0,008 | 0,015 | 0,018 | 0,030 | 0,035 |
| 1000-1200 N/mm² | E | 70 | 0,005 | 0,010 | 0,015 | 0,020 | 0,025 | |
| Nitrierstähle | < 1000 N/mm² | E | 80 | 0,008 | 0,015 | 0,018 | 0,030 | 0,035 |
| 1000-1200 N/mm² | E | 70 | 0,005 | 0,010 | 0,015 | 0,020 | 0,025 | |
| Werkzeugstähle | < 850 N/mm² | E | 80 | 0,008 | 0,015 | 0,018 | 0,030 | 0,035 |
| 850-1100 N/mm² | E | 70 | 0,005 | 0,010 | 0,015 | 0,020 | 0,025 | |
| 1100-1300 N/mm² | E | 60 | 0,005 | 0,010 | 0,015 | 0,020 | 0,025 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 55 | 0,005 | 0,010 | 0,015 | 0,020 | 0,025 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 50 | 0,005 | 0,010 | 0,015 | 0,020 | 0,025 |
| Federstähle | < 1200 N/mm² | E | 60 | 0,005 | 0,010 | 0,015 | 0,020 | 0,025 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 85 | 0,006 | 0,013 | 0,020 | 0,025 | 0,030 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 80 | 0,006 | 0,013 | 0,020 | 0,025 | 0,030 |
| < 850 N/mm² | E | 80 | 0,005 | 0,010 | 0,015 | 0,020 | 0,025 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 60 | 0,005 | 0,010 | 0,015 | 0,020 | 0,025 |
| Sonderlegierungen | < 1200 N/mm² | E | 40 | 0,005 | 0,010 | 0,015 | 0,020 | 0,025 |
| Gusseisen | < 180 HB | - | 120 | 0,008 | 0,015 | 0,020 | 0,030 | 0,040 |
| > 180 HB | - | 90 | 0,008 | 0,015 | 0,020 | 0,030 | 0,040 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 80 | 0,008 | 0,015 | 0,020 | 0,030 | 0,040 |
| > 260 HB | E | 70 | 0,008 | 0,015 | 0,020 | 0,030 | 0,040 | |
| Graphit | - | 120 | 0,008 | 0,015 | 0,020 | 0,030 | 0,040 | |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kontur | ||||||
| Für Ø 8 - 12 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 8 - 9,9 | Ø 10 - 11,9 | Ø 12 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 140 | 0,045 | 0,060 | 0,080 |
| 500-850 N/mm² | E | 120 | 0,045 | 0,060 | 0,080 | |
| Automatenstähle | < 850 N/mm² | E | 120 | 0,045 | 0,060 | 0,080 |
| 850-1000 N/mm² | E | 100 | 0,028 | 0,035 | 0,045 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 120 | 0,045 | 0,060 | 0,080 |
| 700-850 N/mm² | E | 110 | 0,045 | 0,060 | 0,080 | |
| 850-1000 N/mm² | E | 100 | 0,028 | 0,035 | 0,045 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 85 | 0,028 | 0,035 | 0,045 |
| 1000-1200 N/mm² | E | 70 | 0,025 | 0,030 | 0,040 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 120 | 0,045 | 0,060 | 0,080 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 85 | 0,028 | 0,035 | 0,045 |
| 1000-1200 N/mm² | E | 70 | 0,025 | 0,030 | 0,040 | |
| Nitrierstähle | < 1000 N/mm² | E | 85 | 0,028 | 0,035 | 0,045 |
| 1000-1200 N/mm² | E | 70 | 0,025 | 0,035 | 0,040 | |
| Werkzeugstähle | < 850 N/mm² | E | 85 | 0,028 | 0,035 | 0,045 |
| 850-1100 N/mm² | E | 70 | 0,025 | 0,030 | 0,040 | |
| 1100-1300 N/mm² | E | 60 | 0,025 | 0,030 | 0,040 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 60 | 0,025 | 0,030 | 0,040 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 50 | 0,032 | 0,040 | 0,050 |
| Federstähle | < 1200 N/mm² | E | 70 | 0,025 | 0,030 | 0,040 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 90 | 0,030 | 0,040 | 0,050 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 85 | 0,030 | 0,040 | 0,050 |
| < 850 N/mm² | E | 85 | 0,025 | 0,032 | 0,045 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 65 | 0,025 | 0,032 | 0,045 |
| Sonderlegierungen | < 1200 N/mm² | E | 45 | 0,032 | 0,040 | 0,050 |
| Gusseisen | < 180 HB | - | 130 | 0,040 | 0,050 | 0,060 |
| > 180 HB | - | 100 | 0,040 | 0,050 | 0,060 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 85 | 0,040 | 0,050 | 0,060 |
| > 260 HB | E | 80 | 0,040 | 0,050 | 0,060 | |
| Graphit | - | 130 | 0,040 | 0,050 | 0,060 | |
| Schnittwerte für Schruppen Kontur | ||||||
| Für Ø 3 - 7,9 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 3 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 140 | 0,011 | 0,023 | 0,033 |
| 500-850 N/mm² | E | 120 | 0,011 | 0,023 | 0,033 | |
| Automatenstähle | < 850 N/mm² | E | 120 | 0,011 | 0,023 | 0,033 |
| 850-1000 N/mm² | E | 100 | 0,007 | 0,014 | 0,022 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 120 | 0,011 | 0,023 | 0,033 |
| 700-850 N/mm² | E | 110 | 0,011 | 0,023 | 0,033 | |
| 850-1000 N/mm² | E | 100 | 0,007 | 0,014 | 0,022 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 85 | 0,007 | 0,014 | 0,022 |
| 1000-1200 N/mm² | E | 70 | 0,006 | 0,013 | 0,020 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 120 | 0,011 | 0,023 | 0,033 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 85 | 0,007 | 0,014 | 0,022 |
| 1000-1200 N/mm² | E | 70 | 0,006 | 0,013 | 0,020 | |
| Nitrierstähle | < 1000 N/mm² | E | 85 | 0,007 | 0,014 | 0,022 |
| 1000-1200 N/mm² | E | 70 | 0,006 | 0,013 | 0,020 | |
| Werkzeugstähle | < 850 N/mm² | E | 85 | 0,007 | 0,014 | 0,022 |
| 850-1100 N/mm² | E | 70 | 0,006 | 0,013 | 0,020 | |
| 1100-1300 N/mm² | E | 60 | 0,006 | 0,013 | 0,020 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 60 | 0,006 | 0,013 | 0,020 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 50 | 0,008 | 0,016 | 0,024 |
| Federstähle | < 1200 N/mm² | E | 70 | 0,006 | 0,013 | 0,020 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 90 | 0,008 | 0,015 | 0,025 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 85 | 0,008 | 0,015 | 0,025 |
| < 850 N/mm² | E | 85 | 0,006 | 0,012 | 0,017 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 65 | 0,006 | 0,012 | 0,017 |
| Sonderlegierungen | < 1200 N/mm² | E | 45 | 0,008 | 0,016 | 0,024 |
| Gusseisen | < 180 HB | - | 130 | 0,010 | 0,020 | 0,030 |
| > 180 HB | - | 100 | 0,010 | 0,020 | 0,030 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 85 | 0,010 | 0,020 | 0,030 |
| > 260 HB | E | 80 | 0,010 | 0,020 | 0,030 | |
| Graphit | - | 130 | 0,010 | 0,020 | 0,030 | |
| Legende | ||
| E = Emulsion | ae = 1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
Zuletzt angesehen

Isopropanolreiniger IPA-Reiniger

Flachkopfschraube mit Innensechsrund ISO 14583, Stahl FK8.8 Zink-Lamelle silber (ZFSHL)

Taschenbandmaß

Zylinderschraube mit Innensechskant, niedriger Kopf mit Schlüsselführung DIN 6912, Stahl 08.8, blank

Sechskantmutter Typ B/S DIN 934 Stahl blau verzinkt mit Unterlegscheibe DIN EN ISO 7089 (DIN 125) Stahl blau verzinkt

Bohr- und Schneidöl CUT+COOL

Drucksprühgerät

Kapuzenpullover Job+

Polsterdüse steckbar

VARIFIX® Trägerklemme TS