





VHM-Schaftfräser,Vierschneider, mit verstärktem Schaft
Schaftfräser VHM WN Z4 2xD 30° Typ N TiAlN HA
SHFTFRS-WN-VHM-TN-D5,5

















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 6517 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Harter und zäher Werkstoff, Aluminium |
Schaftform | Zylindrisch DIN 6535-HA |
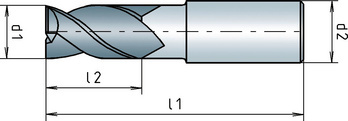
Durchmesser (d1) | 5.5 mm |
Schaftdurchmesser (d2) | 6 mm |
Länge (l1) | 40 mm |
Schneidenlänge (l2) | 10 mm |
Typ | N |
Schneidstoff | VHM |
Oberfläche | TiAlN |
Kühlmittelzufuhr | Extern |
Drallwinkel | 30° |
Anzahl Schneiden (Z) | 4 STK |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Stähle > 45 HRC, Aluminium |
Zuletzt angesehen

Doppelgelenk-Steckschlüssel

Cetus Arbeitslatzhose

Senk-Blechschraube mit Innensechsrund und Sicherungspin

Stretch X Bundhose

Zylindersäge HSS-Bimetall

Spiralbohrer HSS DIN 338 Typ RN 118°

Zylinderschraube mit Innensechskant ISO 4762, Stahl 8.8, verzinkt Dickschicht passiviert VZD

Spiralbohrer HSS DIN 340 Typ RN 130°

Henkel-Locheisen für Rundösen

Sechskantschraube mit Gewinde bis Kopf DIN 933, Stahl 8.8, blank