





VHM-Schruppfräser 30°, lang DIN 6527L
Fräser VHM DIN 6527L Z3-4 2xD Typ HR TiAlN HB
SHRPFRS-DIN6527L-VHM-TN-HB-D20,0MM
Art.-Nr. 5443300421
EAN 4055375917909


















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 7027 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Kupfer, Messing, Aluminium |
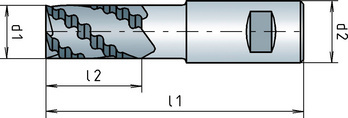
Schaftform | Zylindrisch DIN 6535-HB |
Durchmesser (d1) | 20 mm |
Schaftdurchmesser (d2) | 20 mm |
Länge (l1) | 104 mm |
Schneidenlänge (l2) | 38 mm |
Normen | DIN 6527 |
Baulänge | Lang |
Typ | HR |
Schneidstoff | VHM |
Oberfläche | TiAlN |
Kühlmittelzufuhr | Extern |
Drallwinkel | 30° |
Anzahl Schneiden (Z) | 4 STK |
Eckenfase | 0,35 mm |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Kupfer, Messing, Aluminium |
| Legende |
| E = Emulsion |
| vc = Schnittgeschwindigkeit [m/min] |
| fz = Vorschub pro Zahn [mm/Z] |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. |
| Schnittwerte für Schruppen Zirkular | |||||||
| Für Ø 10 - 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 140 | 0,015 | 0,020 | 0,025 | 0,030 |
| 500-850 N/mm² | E | 120 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Automatenstähle | < 850 N/mm² | E | 120 | 0,015 | 0,020 | 0,025 | 0,030 |
| 850-1000 N/mm² | E | 100 | 0,009 | 0,011 | 0,015 | 0,020 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 120 | 0,015 | 0,020 | 0,025 | 0,030 |
| 700-850 N/mm² | E | 110 | 0,015 | 0,020 | 0,025 | 0,030 | |
| 850-1000 N/mm² | E | 100 | 0,010 | 0,013 | 0,017 | 0,023 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 85 | 0,010 | 0,013 | 0,017 | 0,023 |
| 1000-1200 N/mm² | E | 70 | 0,008 | 0,011 | 0,015 | 0,018 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 120 | 0,015 | 0,020 | 0,025 | 0,030 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 85 | 0,010 | 0,013 | 0,017 | 0,023 |
| 1000-1200 N/mm² | E | 70 | 0,008 | 0,011 | 0,015 | 0,018 | |
| Nitrierstähle | < 1000 N/mm² | E | 85 | 0,010 | 0,013 | 0,017 | 0,023 |
| 1000-1200 N/mm² | E | 70 | 0,008 | 0,011 | 0,015 | 0,018 | |
| Werkzeugstähle | < 850 N/mm² | E | 85 | 0,010 | 0,013 | 0,017 | 0,023 |
| 850-1100 N/mm² | E | 70 | 0,008 | 0,011 | 0,015 | 0,018 | |
| 1100-1400 N/mm² | E | 60 | 0,008 | 0,011 | 0,015 | 0,018 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 60 | 0,008 | 0,011 | 0,015 | 0,018 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 50 | 0,010 | 0,013 | 0,015 | 0,018 |
| Federstähle | < 1200 N/mm² | E | 70 | 0,008 | 0,011 | 0,015 | 0,018 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 90 | 0,010 | 0,013 | 0,014 | 0,023 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 85 | 0,010 | 0,013 | 0,014 | 0,023 |
| < 850 N/mm² | E | 85 | 0,008 | 0,011 | 0,015 | 0,019 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 65 | 0,008 | 0,011 | 0,015 | 0,019 |
| Sonderlegierungen | < 1200 N/mm² | E | 45 | 0,010 | 0,013 | 0,015 | 0,018 |
| Gusseisen | < 180 HB | - | 130 | 0,013 | 0,015 | 0,020 | 0,025 |
| > 180 HB | - | 100 | 0,013 | 0,015 | 0,020 | 0,025 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 85 | 0,013 | 0,015 | 0,020 | 0,025 |
| > 260 HB | E | 80 | 0,013 | 0,015 | 0,020 | 0,025 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 350 | 0,013 | 0,018 | 0,023 | 0,030 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 300 | 0,013 | 0,018 | 0,023 | 0,030 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 220 | 0,013 | 0,018 | 0,023 | 0,030 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 350 | 0,013 | 0,018 | 0,023 | 0,030 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 300 | 0,013 | 0,018 | 0,023 | 0,030 |
| Messing, kurzspanend | < 600 N/mm² | - | 280 | 0,013 | 0,018 | 0,023 | 0,030 |
| Messing, langspanend | < 600 N/mm² | - | 280 | 0,013 | 0,018 | 0,023 | 0,030 |
| Bronze, kurzspanend | < 600 N/mm² | - | 280 | 0,013 | 0,018 | 0,023 | 0,030 |
| 650-850 N/mm² | - | 240 | 0,013 | 0,018 | 0,023 | 0,030 | |
| Bronze, langspanend | < 850 N/mm² | E | 240 | 0,013 | 0,018 | 0,023 | 0,030 |
| 850-1200 N/mm² | E | 190 | 0,013 | 0,018 | 0,023 | 0,030 | |
| Graphit | - | 130 | 0,013 | 0,015 | 0,020 | 0,025 | |
| Schnittwerte für Schruppen Zirkular | |||||||
| Für Ø 3 - 9,9 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 3 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 140 | 0,005 | 0,006 | 0,008 | 0,011 |
| 500-850 N/mm² | E | 120 | 0,005 | 0,006 | 0,008 | 0,011 | |
| Automatenstähle | < 850 N/mm² | E | 120 | 0,005 | 0,006 | 0,008 | 0,011 |
| 850-1000 N/mm² | E | 100 | 0,003 | 0,004 | 0,006 | 0,007 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 120 | 0,005 | 0,006 | 0,008 | 0,001 |
| 700-850 N/mm² | E | 110 | 0,005 | 0,006 | 0,008 | 0,001 | |
| 850-1000 N/mm² | E | 100 | 0,003 | 0,004 | 0,006 | 0,008 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 85 | 0,003 | 0,004 | 0,006 | 0,008 |
| 1000-1200 N/mm² | E | 70 | 0,003 | 0,003 | 0,005 | 0,007 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 120 | 0,005 | 0,006 | 0,008 | 0,011 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 85 | 0,003 | 0,004 | 0,006 | 0,008 |
| 1000-1200 N/mm² | E | 70 | 0,003 | 0,003 | 0,005 | 0,007 | |
| Nitrierstähle | < 1000 N/mm² | E | 85 | 0,003 | 0,004 | 0,006 | 0,008 |
| 1000-1200 N/mm² | E | 70 | 0,003 | 0,003 | 0,005 | 0,007 | |
| Werkzeugstähle | < 850 N/mm² | E | 85 | 0,003 | 0,004 | 0,006 | 0,008 |
| 850-1100 N/mm² | E | 70 | 0,003 | 0,003 | 0,005 | 0,007 | |
| 1100-1400 N/mm² | E | 60 | 0,003 | 0,003 | 0,005 | 0,007 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 60 | 0,003 | 0,003 | 0,005 | 0,007 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 50 | 0,003 | 0,004 | 0,006 | 0,008 |
| Federstähle | < 1200 N/mm² | E | 70 | 0,003 | 0,030 | 0,005 | 0,007 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 90 | 0,003 | 0,004 | 0,006 | 0,008 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 85 | 0,003 | 0,004 | 0,006 | 0,008 |
| < 850 N/mm² | E | 85 | 0,002 | 0,003 | 0,004 | 0,006 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 65 | 0,002 | 0,003 | 0,004 | 0,006 |
| Sonderlegierungen | < 1200 N/mm² | E | 45 | 0,003 | 0,004 | 0,006 | 0,008 |
| Gusseisen | < 180 HB | - | 130 | 0,004 | 0,005 | 0,008 | 0,010 |
| > 180 HB | - | 100 | 0,004 | 0,005 | 0,008 | 0,010 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 85 | 0,004 | 0,005 | 0,008 | 0,010 |
| > 260 HB | E | 80 | 0,004 | 0,005 | 0,008 | 0,010 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 350 | 0,004 | 0,005 | 0,008 | 0,010 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 300 | 0,004 | 0,005 | 0,008 | 0,010 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 220 | 0,004 | 0,005 | 0,008 | 0,010 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 350 | 0,004 | 0,005 | 0,008 | 0,010 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 300 | 0,004 | 0,005 | 0,008 | 0,010 |
| Messing, kurzspanend | < 600 N/mm² | - | 280 | 0,004 | 0,005 | 0,008 | 0,010 |
| Messing, langspanend | < 600 N/mm² | - | 280 | 0,004 | 0,005 | 0,008 | 0,010 |
| Bronze, kurzspanend | < 600 N/mm² | - | 280 | 0,004 | 0,005 | 0,008 | 0,010 |
| 650-850 N/mm² | - | 240 | 0,004 | 0,005 | 0,008 | 0,010 | |
| Bronze, langspanend | < 850 N/mm² | E | 240 | 0,004 | 0,005 | 0,008 | 0,010 |
| 850-1200 N/mm² | E | 190 | 0,004 | 0,005 | 0,008 | 0,010 | |
| Graphit | - | 130 | 0,004 | 0,005 | 0,008 | 0,010 | |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Nut | |||||||
| Für Ø 3 - Ø 9,9 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 3 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 120 | 0,010 | 0,020 | 0,030 | 0,040 |
| 500-850 N/mm² | E | 105 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Automatenstähle | < 850 N/mm² | E | 105 | 0,010 | 0,020 | 0,030 | 0,040 |
| 850-1000 N/mm² | E | 90 | 0,008 | 0,015 | 0,018 | 0,030 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 105 | 0,010 | 0,020 | 0,030 | 0,040 |
| 700-850 N/mm² | E | 100 | 0,010 | 0,020 | 0,030 | 0,040 | |
| 850-1000 N/mm² | E | 90 | 0,008 | 0,015 | 0,018 | 0,030 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 80 | 0,008 | 0,015 | 0,018 | 0,030 |
| 1000-1200 N/mm² | E | 70 | 0,005 | 0,010 | 0,015 | 0,020 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 105 | 0,010 | 0,020 | 0,030 | 0,040 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 80 | 0,008 | 0,015 | 0,018 | 0,030 |
| 1000-1200 N/mm² | E | 70 | 0,005 | 0,010 | 0,015 | 0,020 | |
| Nitrierstähle | < 1000 N/mm² | E | 80 | 0,008 | 0,015 | 0,018 | 0,030 |
| 1000-1200 N/mm² | E | 70 | 0,005 | 0,010 | 0,015 | 0,020 | |
| Werkzeugstähle | < 850 N/mm² | E | 80 | 0,008 | 0,015 | 0,018 | 0,030 |
| 850-1100 N/mm² | E | 70 | 0,005 | 0,010 | 0,015 | 0,020 | |
| 1100-1400 N/mm² | E | 60 | 0,005 | 0,010 | 0,015 | 0,020 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 55 | 0,005 | 0,010 | 0,015 | 0,020 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 50 | 0,005 | 0,010 | 0,015 | 0,020 |
| Federstähle | < 1200 N/mm² | E | 60 | 0,005 | 0,010 | 0,015 | 0,020 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 85 | 0,006 | 0,013 | 0,020 | 0,025 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 80 | 0,006 | 0,013 | 0,020 | 0,025 |
| < 850 N/mm² | E | 80 | 0,005 | 0,010 | 0,015 | 0,020 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 60 | 0,005 | 0,010 | 0,015 | 0,020 |
| Sonderlegierungen | < 1200 N/mm² | E | 40 | 0,005 | 0,010 | 0,015 | 0,020 |
| Gusseisen | < 180 HB | - | 120 | 0,008 | 0,015 | 0,020 | 0,030 |
| > 180 HB | - | 90 | 0,008 | 0,015 | 0,020 | 0,030 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 80 | 0,008 | 0,015 | 0,020 | 0,030 |
| > 260 HB | E | 70 | 0,008 | 0,015 | 0,020 | 0,030 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 300 | 0,008 | 0,015 | 0,025 | 0,030 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 280 | 0,008 | 0,015 | 0,025 | 0,030 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 200 | 0,008 | 0,015 | 0,025 | 0,030 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 300 | 0,008 | 0,015 | 0,025 | 0,030 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 280 | 0,008 | 0,015 | 0,025 | 0,030 |
| Messing, kurzspanend | < 600 N/mm² | - | 240 | 0,008 | 0,015 | 0,025 | 0,030 |
| Messing, langspanend | < 600 N/mm² | - | 240 | 0,008 | 0,015 | 0,025 | 0,030 |
| Bronze, kurzspanend | < 600 N/mm² | - | 240 | 0,008 | 0,015 | 0,025 | 0,030 |
| 650-850 N/mm² | - | 210 | 0,008 | 0,015 | 0,025 | 0,030 | |
| Bronze, langspanend | < 850 N/mm² | E | 210 | 0,008 | 0,015 | 0,025 | 0,030 |
| 850-1200 N/mm² | E | 170 | 0,008 | 0,015 | 0,025 | 0,030 | |
| Graphit | - | 120 | 0,008 | 0,015 | 0,020 | 0,030 | |
| Schnittwerte für Schruppen Kontur | |||||||
| Für Ø 10 - 20 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 120 | 0,072 | 0,096 | 0,120 | 0,144 |
| 500-850 N/mm² | E | 105 | 0,072 | 0,096 | 0,120 | 0,144 | |
| Automatenstähle | < 850 N/mm² | E | 105 | 0,072 | 0,096 | 0,120 | 0,144 |
| 850-1000 N/mm² | E | 90 | 0,042 | 0,054 | 0,072 | 0,096 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 105 | 0,072 | 0,096 | 0,120 | 0,144 |
| 700-850 N/mm² | E | 100 | 0,072 | 0,096 | 0,120 | 0,144 | |
| 850-1000 N/mm² | E | 90 | 0,042 | 0,054 | 0,072 | 0,096 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 80 | 0,042 | 0,054 | 0,072 | 0,096 |
| 1000-1200 N/mm² | E | 70 | 0,036 | 0,048 | 0,066 | 0,078 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 105 | 0,072 | 0,096 | 0,120 | 0,144 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 80 | 0,042 | 0,054 | 0,072 | 0,096 |
| 1000-1200 N/mm² | E | 70 | 0,036 | 0,048 | 0,066 | 0,078 | |
| Nitrierstähle | < 1000 N/mm² | E | 80 | 0,042 | 0,054 | 0,072 | 0,096 |
| 1000-1200 N/mm² | E | 70 | 0,042 | 0,048 | 0,066 | 0,078 | |
| Werkzeugstähle | < 850 N/mm² | E | 80 | 0,042 | 0,054 | 0,072 | 0,096 |
| 850-1100 N/mm² | E | 70 | 0,036 | 0,048 | 0,066 | 0,078 | |
| 1100-1400 N/mm² | E | 60 | 0,036 | 0,048 | 0,066 | 0,078 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 55 | 0,036 | 0,048 | 0,066 | 0,078 |
| Verschleißfester Konstruktionsstahl | 1400 N/mm² | E | 50 | 0,048 | 0,060 | 0,072 | 0,084 |
| Federstähle | < 1200 N/mm² | E | 60 | 0,036 | 0,048 | 0,066 | 0,078 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 85 | 0,048 | 0,060 | 0,066 | 0,108 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 80 | 0,048 | 0,060 | 0,066 | 0,108 |
| < 850 N/mm² | E | 80 | 0,038 | 0,054 | 0,072 | 0,090 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 60 | 0,038 | 0,054 | 0,072 | 0,090 |
| Gusseisen | < 180 HB | - | 120 | 0,060 | 0,072 | 0,096 | 0,120 |
| > 180 HB | - | 90 | 0,060 | 0,072 | 0,096 | 0,120 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 80 | 0,060 | 0,072 | 0,096 | 0,120 |
| > 260 HB | E | 70 | 0,060 | 0,072 | 0,096 | 0,120 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 300 | 0,060 | 0,084 | 0,108 | 0,144 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 280 | 0,060 | 0,084 | 0,108 | 0,144 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 200 | 0,060 | 0,084 | 0,108 | 0,144 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 300 | 0,060 | 0,084 | 0,108 | 0,144 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 280 | 0,060 | 0,084 | 0,108 | 0,144 |
| Messing, kurzspanend | < 600 N/mm² | - | 240 | 0,060 | 0,084 | 0,108 | 0,144 |
| Messing, langspanend | < 600 N/mm² | - | 240 | 0,060 | 0,084 | 0,108 | 0,144 |
| Bronze, kurzspanend | < 600 N/mm² | - | 240 | 0,060 | 0,084 | 0,108 | 0,144 |
| 650-850 N/mm² | - | 210 | 0,060 | 0,084 | 0,108 | 0,144 | |
| Bronze, langspanend | < 850 N/mm² | E | 210 | 0,060 | 0,084 | 0,108 | 0,144 |
| 850-1200 N/mm² | E | 170 | 0,060 | 0,084 | 0,108 | 0,144 | |
| Graphit | - | 120 | 0,060 | 0,072 | 0,096 | 0,120 | |
| Schnittwerte für Schruppen Kontur | |||||||
| Für Ø 3 - 9,9 | |||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |||
| Ø 3 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 120 | 0,013 | 0,028 | 0,040 | 0,054 |
| 500-850 N/mm² | E | 105 | 0,013 | 0,028 | 0,040 | 0,054 | |
| Automatenstähle | < 850 N/mm² | E | 105 | 0,013 | 0,028 | 0,040 | 0,054 |
| 850-1000 N/mm² | E | 90 | 0,008 | 0,017 | 0,026 | 0,034 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 105 | 0,013 | 0,028 | 0,040 | 0,054 |
| 700-850 N/mm² | E | 100 | 0,013 | 0,028 | 0,040 | 0,054 | |
| 850-1000 N/mm² | E | 90 | 0,008 | 0,017 | 0,026 | 0,034 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 80 | 0,008 | 0,017 | 0,026 | 0,034 |
| 1000-1200 N/mm² | E | 70 | 0,007 | 0,016 | 0,024 | 0,030 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 105 | 0,013 | 0,028 | 0,040 | 0,054 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 80 | 0,008 | 0,017 | 0,026 | 0,034 |
| 1000-1200 N/mm² | E | 70 | 0,007 | 0,016 | 0,024 | 0,030 | |
| Nitrierstähle | < 1000 N/mm² | E | 80 | 0,008 | 0,017 | 0,026 | 0,034 |
| 1000-1200 N/mm² | E | 70 | 0,007 | 0,016 | 0,024 | 0,030 | |
| Werkzeugstähle | < 850 N/mm² | E | 80 | 0,008 | 0,017 | 0,026 | 0,034 |
| 850-1100 N/mm² | E | 70 | 0,007 | 0,016 | 0,024 | 0,030 | |
| 1100-1400 N/mm² | E | 60 | 0,007 | 0,016 | 0,024 | 0,030 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 55 | 0,007 | 0,016 | 0,024 | 0,030 |
| Verschleißfester Konstruktionsstahl | 1400 N/mm² | E | 50 | 0,010 | 0,019 | 0,029 | 0,038 |
| Federstähle | < 1200 N/mm² | E | 60 | 0,007 | 0,016 | 0,024 | 0,030 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 85 | 0,010 | 0,018 | 0,030 | 0,036 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 80 | 0,010 | 0,018 | 0,030 | 0,036 |
| < 850 N/mm² | E | 80 | 0,007 | 0,014 | 0,020 | 0,030 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 60 | 0,007 | 0,014 | 0,020 | 0,030 |
| Gusseisen | < 180 HB | - | 120 | 0,012 | 0,024 | 0,036 | 0,048 |
| > 180 HB | - | 90 | 0,012 | 0,024 | 0,036 | 0,048 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 80 | 0,012 | 0,024 | 0,036 | 0,048 |
| > 260 HB | E | 70 | 0,012 | 0,024 | 0,036 | 0,048 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 300 | 0,012 | 0,024 | 0,036 | 0,048 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 280 | 0,012 | 0,024 | 0,036 | 0,048 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 200 | 0,012 | 0,024 | 0,036 | 0,048 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 300 | 0,012 | 0,024 | 0,036 | 0,048 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 280 | 0,012 | 0,024 | 0,036 | 0,048 |
| Messing, kurzspanend | < 600 N/mm² | - | 240 | 0,012 | 0,024 | 0,036 | 0,048 |
| Messing, langspanend | < 600 N/mm² | - | 240 | 0,012 | 0,024 | 0,036 | 0,048 |
| Bronze, kurzspanend | < 600 N/mm² | - | 240 | 0,012 | 0,024 | 0,036 | 0,048 |
| 650-850 N/mm² | - | 210 | 0,012 | 0,024 | 0,036 | 0,048 | |
| Bronze, langspanend | < 850 N/mm² | E | 210 | 0,012 | 0,024 | 0,036 | 0,048 |
| 850-1200 N/mm² | E | 170 | 0,012 | 0,024 | 0,036 | 0,048 | |
| Graphit | - | 120 | 0,012 | 0,024 | 0,036 | 0,048 | |
| Legende | ||
| E = Emulsion | ae = 1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Nut | ||||||
| Für Ø 16 - 20 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 120 | 0,050 | 0,060 | 0,080 |
| 500-850 N/mm² | E | 105 | 0,050 | 0,060 | 0,080 | |
| Automatenstähle | < 850 N/mm² | E | 105 | 0,050 | 0,060 | 0,080 |
| 850-1000 N/mm² | E | 90 | 0,035 | 0,040 | 0,060 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 105 | 0,050 | 0,060 | 0,080 |
| 700-850 N/mm² | E | 100 | 0,050 | 0,060 | 0,080 | |
| 850-1000 N/mm² | E | 90 | 0,035 | 0,040 | 0,060 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 80 | 0,035 | 0,040 | 0,060 |
| 1000-1200 N/mm² | E | 70 | 0,025 | 0,035 | 0,050 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 105 | 0,050 | 0,060 | 0,080 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 80 | 0,035 | 0,040 | 0,060 |
| 1000-1200 N/mm² | E | 70 | 0,025 | 0,035 | 0,050 | |
| Nitrierstähle | < 1000 N/mm² | E | 80 | 0,035 | 0,040 | 0,060 |
| 1000-1200 N/mm² | E | 70 | 0,025 | 0,035 | 0,050 | |
| Werkzeugstähle | < 850 N/mm² | E | 80 | 0,035 | 0,040 | 0,060 |
| 850-1100 N/mm² | E | 70 | 0,025 | 0,035 | 0,050 | |
| 1100-1400 N/mm² | E | 60 | 0,025 | 0,035 | 0,050 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 55 | 0,025 | 0,035 | 0,050 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 50 | 0,025 | 0,035 | 0,045 |
| Federstähle | < 1200 N/mm² | E | 60 | 0,025 | 0,035 | 0,050 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 85 | 0,030 | 0,035 | 0,050 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 80 | 0,030 | 0,035 | 0,050 |
| < 850 N/mm² | E | 80 | 0,025 | 0,030 | 0,045 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 60 | 0,025 | 0,030 | 0,045 |
| Sonderlegierungen | < 1200 N/mm² | E | 40 | 0,025 | 0,035 | 0,045 |
| Gusseisen | < 180 HB | - | 120 | 0,040 | 0,045 | 0,060 |
| > 180 HB | - | 90 | 0,040 | 0,045 | 0,060 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 80 | 0,040 | 0,045 | 0,060 |
| > 260 HB | E | 70 | 0,040 | 0,045 | 0,060 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 300 | 0,040 | 0,050 | 0,065 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 280 | 0,040 | 0,050 | 0,065 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 200 | 0,040 | 0,050 | 0,065 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 300 | 0,040 | 0,050 | 0,065 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 280 | 0,040 | 0,050 | 0,065 |
| Messing, kurzspanend | < 600 N/mm² | - | 240 | 0,040 | 0,050 | 0,065 |
| Messing, langspanend | < 600 N/mm² | - | 240 | 0,040 | 0,050 | 0,065 |
| Bronze, kurzspanend | < 600 N/mm² | - | 240 | 0,040 | 0,050 | 0,065 |
| 650-850 N/mm² | - | 210 | 0,040 | 0,050 | 0,065 | |
| Bronze, langspanend | < 850 N/mm² | E | 210 | 0,040 | 0,050 | 0,065 |
| 850-1200 N/mm² | E | 170 | 0,040 | 0,050 | 0,065 | |
| Graphit | - | 120 | 0,040 | 0,045 | 0,060 | |
Zuletzt angesehen

Winkelschraubendreher Innensechskant Zollmaße, kurze Ausführung

Einnietmutter mit Flachkopf und Schafträndelung

Drahtgewindeeinsatz W.TEC® INSERT COIL Free Running

Gewindestift Innensechskant und Kegelstumpf ISO 4026 Stahl 45H, blank

Sechskantschraube mit Schaft ISO 4014, Stahl 8.8, verzinkt blau passiviert (A2K)

Sechskantschraube mit Flansch EN 1665, Stahl 8.8, Zink-Nickel silber (ZNSHL)

PKW-Radmutter

Senkschraube mit Innensechsrund ISO 14581, Stahl FK08.8, Zink-Nickel silber (ZNSHL)

Ratschen-Ring-Maulschlüssel metrisch mit POWERDRIV®-Antrieb

Stirnlochschlüssel