





VHM-Schruppfräser 45°, lang DIN 6527L
Fräser MTC DIN 6527L Z4-5 45° Typ HR TiAlN-S HB
SHRPFRS-MTC-DIN6527L-VHM-TNS-HB-D12,0
Art.-Nr. 5443300434
EAN 4055375918463




















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 7087 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan, Kupfer, Messing, Aluminium |
Schaftform | Zylindrisch DIN 6535-HB |
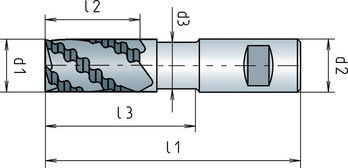
Durchmesser (d1) | 12 mm |
Schaftdurchmesser (d2) | 12 mm |
Freistellungsdurchmesser (d3) | 11,5 mm |
Länge (l1) | 83 mm |
Schneidenlänge (l2) | 26 mm |
Freistellungslänge (l3) | 36 mm |
Normen | DIN 6527 |
Baulänge | Lang |
Typ | HR |
Schneidstoff | VHM |
Oberfläche | TiAlN-S |
Kühlmittelzufuhr | Extern |
Drallwinkel | 45° |
Anzahl Schneiden (Z) | 4 STK |
Eckenfase | 0,35 mm |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen, Kupfer, Messing, Aluminium |
| Legende |
| E = Emulsion |
| vc = Schnittgeschwindigkeit [m/min] |
| fz = Vorschub pro Zahn [mm/Z] |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. |
| Schnittwerte für Schruppen Zirkular | ||||||
| Für Ø 12 - 20 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 140 | 0,020 | 0,025 | 0,030 |
| 500-850 N/mm² | E | 120 | 0,020 | 0,025 | 0,030 | |
| Automatenstähle | < 850 N/mm² | E | 120 | 0,020 | 0,025 | 0,030 |
| 850-1000 N/mm² | E | 100 | 0,011 | 0,015 | 0,020 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 120 | 0,020 | 0,025 | 0,030 |
| 700-850 N/mm² | E | 110 | 0,020 | 0,025 | 0,030 | |
| 850-1000 N/mm² | E | 100 | 0,013 | 0,017 | 0,023 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 85 | 0,013 | 0,017 | 0,023 |
| 1000-1200 N/mm² | E | 70 | 0,011 | 0,015 | 0,018 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 120 | 0,020 | 0,025 | 0,030 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 85 | 0,013 | 0,017 | 0,023 |
| 1000-1200 N/mm² | E | 70 | 0,011 | 0,015 | 0,018 | |
| Nitrierstähle | < 1000 N/mm² | E | 85 | 0,013 | 0,017 | 0,023 |
| 1000-1200 N/mm² | E | 70 | 0,011 | 0,015 | 0,018 | |
| Werkzeugstähle | < 850 N/mm² | E | 85 | 0,013 | 0,017 | 0,023 |
| 850-1100 N/mm² | E | 70 | 0,011 | 0,015 | 0,018 | |
| 1100-1400 N/mm² | E | 60 | 0,011 | 0,015 | 0,018 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 60 | 0,011 | 0,015 | 0,018 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 50 | 0,013 | 0,015 | 0,018 |
| Federstähle | < 1200 N/mm² | E | 70 | 0,011 | 0,015 | 0,018 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 90 | 0,013 | 0,014 | 0,023 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 85 | 0,013 | 0,014 | 0,023 |
| < 850 N/mm² | E | 85 | 0,011 | 0,015 | 0,019 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 65 | 0,011 | 0,015 | 0,019 |
| Sonderlegierungen | < 1200 N/mm² | E | 45 | 0,013 | 0,015 | 0,018 |
| Federstähle | < 1200 N/mm² | - | 130 | 0,015 | 0,020 | 0,025 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | - | 100 | 0,015 | 0,020 | 0,025 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | - | 85 | 0,015 | 0,020 | 0,025 |
| < 850 N/mm² | E | 80 | 0,015 | 0,020 | 0,025 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 50 | 0,013 | 0,015 | 0,018 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 350 | 0,018 | 0,023 | 0,030 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 300 | 0,018 | 0,023 | 0,030 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 220 | 0,018 | 0,023 | 0,030 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 350 | 0,018 | 0,023 | 0,030 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 300 | 0,018 | 0,023 | 0,030 |
| Messing, kurzspanend | < 600 N/mm² | - | 280 | 0,018 | 0,023 | 0,030 |
| Messing, langspanend | < 600 N/mm² | - | 280 | 0,018 | 0,023 | 0,030 |
| Bronze, kurzspanend | < 600 N/mm² | - | 280 | 0,018 | 0,023 | 0,030 |
| 650-850 N/mm² | - | 240 | 0,018 | 0,023 | 0,030 | |
| Bronze, langspanend | < 850 N/mm² | E | 240 | 0,018 | 0,023 | 0,030 |
| 850-1200 N/mm² | E | 190 | 0,018 | 0,023 | 0,030 | |
| Graphit | - | 130 | 0,015 | 0,020 | 0,025 | |
| Schnittwerte für Schruppen Zirkular | ||||||
| Für Ø 6 - 11,9 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 11,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 140 | 0,008 | 0,011 | 0,015 |
| 500-850 N/mm² | E | 120 | 0,008 | 0,011 | 0,015 | |
| Automatenstähle | < 850 N/mm² | E | 120 | 0,008 | 0,011 | 0,015 |
| 850-1000 N/mm² | E | 100 | 0,006 | 0,007 | 0,009 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 120 | 0,008 | 0,001 | 0,015 |
| 700-850 N/mm² | E | 110 | 0,008 | 0,001 | 0,015 | |
| 850-1000 N/mm² | E | 100 | 0,006 | 0,008 | 0,010 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 85 | 0,006 | 0,008 | 0,010 |
| 1000-1200 N/mm² | E | 70 | 0,005 | 0,007 | 0,008 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 120 | 0,008 | 0,011 | 0,015 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 85 | 0,006 | 0,008 | 0,010 |
| 1000-1200 N/mm² | E | 70 | 0,005 | 0,007 | 0,008 | |
| Nitrierstähle | < 1000 N/mm² | E | 85 | 0,006 | 0,008 | 0,010 |
| 1000-1200 N/mm² | E | 70 | 0,005 | 0,007 | 0,008 | |
| Werkzeugstähle | < 850 N/mm² | E | 85 | 0,006 | 0,008 | 0,010 |
| 850-1100 N/mm² | E | 70 | 0,005 | 0,007 | 0,008 | |
| 1100-1400 N/mm² | E | 60 | 0,005 | 0,007 | 0,008 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 60 | 0,005 | 0,007 | 0,008 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 50 | 0,006 | 0,008 | 0,010 |
| Federstähle | < 1200 N/mm² | E | 70 | 0,005 | 0,007 | 0,008 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 90 | 0,006 | 0,008 | 0,010 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 85 | 0,006 | 0,008 | 0,010 |
| < 850 N/mm² | E | 85 | 0,004 | 0,006 | 0,008 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 65 | 0,004 | 0,006 | 0,008 |
| Sonderlegierungen | < 1200 N/mm² | E | 45 | 0,006 | 0,008 | 0,010 |
| Federstähle | < 1200 N/mm² | - | 130 | 0,008 | 0,010 | 0,013 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | - | 100 | 0,008 | 0,010 | 0,013 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | - | 85 | 0,008 | 0,010 | 0,013 |
| < 850 N/mm² | E | 80 | 0,008 | 0,010 | 0,013 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 50 | 0,006 | 0,008 | 0,010 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 350 | 0,008 | 0,010 | 0,013 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 300 | 0,008 | 0,010 | 0,013 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 220 | 0,008 | 0,010 | 0,013 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 350 | 0,008 | 0,010 | 0,013 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 300 | 0,008 | 0,010 | 0,013 |
| Messing, kurzspanend | < 600 N/mm² | - | 280 | 0,008 | 0,010 | 0,013 |
| Messing, langspanend | < 600 N/mm² | - | 280 | 0,008 | 0,010 | 0,013 |
| Bronze, kurzspanend | < 600 N/mm² | - | 280 | 0,008 | 0,010 | 0,013 |
| 650-850 N/mm² | - | 240 | 0,008 | 0,010 | 0,013 | |
| Bronze, langspanend | < 850 N/mm² | E | 240 | 0,008 | 0,010 | 0,013 |
| 850-1200 N/mm² | E | 190 | 0,008 | 0,010 | 0,013 | |
| Graphit | - | 130 | 0,008 | 0,010 | 0,013 | |
| Schnittwerte für Schruppen Nut | ||||||||
| Für Ø 6 - Ø 20 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 11,9 | Ø 12 - 15,9 | Ø 16 - 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 120 | 0,030 | 0,040 | 0,050 | 0,060 | 0,080 |
| 500-850 N/mm² | E | 105 | 0,030 | 0,040 | 0,050 | 0,060 | 0,080 | |
| Automatenstähle | < 850 N/mm² | E | 105 | 0,030 | 0,040 | 0,050 | 0,060 | 0,080 |
| 850-1000 N/mm² | E | 90 | 0,018 | 0,030 | 0,035 | 0,040 | 0,060 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 105 | 0,030 | 0,040 | 0,050 | 0,060 | 0,080 |
| 700-850 N/mm² | E | 100 | 0,030 | 0,040 | 0,050 | 0,060 | 0,080 | |
| 850-1000 N/mm² | E | 90 | 0,018 | 0,030 | 0,035 | 0,040 | 0,060 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 80 | 0,018 | 0,030 | 0,035 | 0,040 | 0,060 |
| 1000-1200 N/mm² | E | 70 | 0,015 | 0,020 | 0,025 | 0,035 | 0,050 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 105 | 0,030 | 0,040 | 0,050 | 0,060 | 0,080 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 80 | 0,018 | 0,030 | 0,035 | 0,040 | 0,060 |
| 1000-1200 N/mm² | E | 70 | 0,015 | 0,020 | 0,025 | 0,035 | 0,050 | |
| Nitrierstähle | < 1000 N/mm² | E | 80 | 0,018 | 0,030 | 0,035 | 0,040 | 0,060 |
| 1000-1200 N/mm² | E | 70 | 0,015 | 0,020 | 0,025 | 0,035 | 0,050 | |
| Werkzeugstähle | < 850 N/mm² | E | 80 | 0,018 | 0,030 | 0,035 | 0,040 | 0,060 |
| 850-1100 N/mm² | E | 70 | 0,015 | 0,020 | 0,025 | 0,035 | 0,050 | |
| 1100-1400 N/mm² | E | 60 | 0,015 | 0,020 | 0,025 | 0,035 | 0,050 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 55 | 0,015 | 0,020 | 0,025 | 0,035 | 0,050 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 50 | 0,015 | 0,020 | 0,025 | 0,035 | 0,045 |
| Federstähle | < 1200 N/mm² | E | 60 | 0,015 | 0,020 | 0,025 | 0,035 | 0,050 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 85 | 0,020 | 0,025 | 0,030 | 0,035 | 0,050 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 80 | 0,020 | 0,025 | 0,030 | 0,035 | 0,050 |
| < 850 N/mm² | E | 80 | 0,015 | 0,020 | 0,025 | 0,030 | 0,045 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 60 | 0,015 | 0,020 | 0,025 | 0,030 | 0,045 |
| Sonderlegierungen | < 1200 N/mm² | E | 40 | 0,015 | 0,020 | 0,025 | 0,035 | 0,045 |
| Gusseisen | < 180 HB | - | 120 | 0,020 | 0,030 | 0,040 | 0,045 | 0,060 |
| > 180 HB | - | 90 | 0,020 | 0,030 | 0,040 | 0,045 | 0,060 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 80 | 0,020 | 0,030 | 0,040 | 0,045 | 0,060 |
| > 260 HB | E | 70 | 0,020 | 0,030 | 0,040 | 0,045 | 0,060 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 50 | 0,015 | 0,020 | 0,025 | 0,035 | 0,045 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 300 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 280 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 200 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 300 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 280 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 |
| Messing, kurzspanend | < 600 N/mm² | - | 240 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 |
| Messing, langspanend | < 600 N/mm² | - | 240 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 |
| Bronze, kurzspanend | < 600 N/mm² | - | 240 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 |
| 650-850 N/mm² | - | 210 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 | |
| Bronze, langspanend | < 850 N/mm² | E | 210 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 |
| 850-1200 N/mm² | E | 170 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 | |
| Graphit | - | 120 | 0,020 | 0,030 | 0,040 | 0,045 | 0,060 | |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kontur | ||||||
| Für Ø 12 - 20 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 12 - 15,9 | Ø 16 - 19,9 | Ø 20 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 120 | 0,096 | 0,120 | 0,144 |
| 500-850 N/mm² | E | 105 | 0,096 | 0,120 | 0,144 | |
| Automatenstähle | < 850 N/mm² | E | 105 | 0,096 | 0,120 | 0,144 |
| 850-1000 N/mm² | E | 90 | 0,054 | 0,072 | 0,096 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 105 | 0,096 | 0,120 | 0,144 |
| 700-850 N/mm² | E | 100 | 0,096 | 0,120 | 0,144 | |
| 850-1000 N/mm² | E | 90 | 0,054 | 0,072 | 0,096 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 80 | 0,054 | 0,072 | 0,096 |
| 1000-1200 N/mm² | E | 70 | 0,048 | 0,066 | 0,078 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 105 | 0,096 | 0,120 | 0,144 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 80 | 0,054 | 0,072 | 0,096 |
| 1000-1200 N/mm² | E | 70 | 0,048 | 0,066 | 0,078 | |
| Nitrierstähle | < 1000 N/mm² | E | 80 | 0,054 | 0,072 | 0,096 |
| 1000-1200 N/mm² | E | 70 | 0,048 | 0,066 | 0,078 | |
| Werkzeugstähle | < 850 N/mm² | E | 80 | 0,054 | 0,072 | 0,096 |
| 850-1100 N/mm² | E | 70 | 0,048 | 0,066 | 0,078 | |
| 1100-1400 N/mm² | E | 60 | 0,048 | 0,066 | 0,078 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 55 | 0,048 | 0,066 | 0,078 |
| Verschleißfester Konstruktionsstahl | 1400 N/mm² | E | 50 | 0,060 | 0,072 | 0,084 |
| Federstähle | < 1200 N/mm² | E | 60 | 0,048 | 0,066 | 0,078 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 85 | 0,060 | 0,066 | 0,108 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 80 | 0,060 | 0,066 | 0,108 |
| < 850 N/mm² | E | 80 | 0,054 | 0,072 | 0,090 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 60 | 0,054 | 0,072 | 0,090 |
| Sonderlegierungen | < 1200 N/mm² | E | 40 | 0,060 | 0,072 | 0,084 |
| Gusseisen | < 180 HB | - | 120 | 0,072 | 0,096 | 0,120 |
| > 180 HB | - | 90 | 0,072 | 0,096 | 0,120 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 80 | 0,072 | 0,096 | 0,120 |
| > 260 HB | E | 70 | 0,072 | 0,096 | 0,120 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 50 | 0,060 | 0,072 | 0,084 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 300 | 0,084 | 0,108 | 0,144 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 280 | 0,084 | 0,108 | 0,144 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 200 | 0,084 | 0,108 | 0,144 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 300 | 0,084 | 0,108 | 0,144 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 280 | 0,084 | 0,108 | 0,144 |
| Messing, kurzspanend | < 600 N/mm² | - | 240 | 0,084 | 0,108 | 0,144 |
| Messing, langspanend | < 600 N/mm² | - | 240 | 0,084 | 0,108 | 0,144 |
| Bronze, kurzspanend | < 600 N/mm² | - | 240 | 0,084 | 0,108 | 0,144 |
| 650-850 N/mm² | - | 210 | 0,084 | 0,108 | 0,144 | |
| Bronze, langspanend | < 850 N/mm² | E | 210 | 0,084 | 0,108 | 0,144 |
| 850-1200 N/mm² | E | 170 | 0,084 | 0,108 | 0,144 | |
| Graphit | - | 120 | 0,072 | 0,096 | 0,120 | |
| Schnittwerte für Schruppen Kontur | ||||||
| Für Ø 6 - 11,9 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 11,9 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 120 | 0,040 | 0,054 | 0,072 |
| 500-850 N/mm² | E | 105 | 0,040 | 0,054 | 0,072 | |
| Automatenstähle | < 850 N/mm² | E | 105 | 0,040 | 0,054 | 0,072 |
| 850-1000 N/mm² | E | 90 | 0,026 | 0,034 | 0,042 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 105 | 0,040 | 0,054 | 0,072 |
| 700-850 N/mm² | E | 100 | 0,040 | 0,054 | 0,072 | |
| 850-1000 N/mm² | E | 90 | 0,026 | 0,034 | 0,042 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 80 | 0,026 | 0,034 | 0,042 |
| 1000-1200 N/mm² | E | 70 | 0,024 | 0,030 | 0,036 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 105 | 0,040 | 0,054 | 0,072 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 80 | 0,026 | 0,034 | 0,042 |
| 1000-1200 N/mm² | E | 70 | 0,024 | 0,030 | 0,036 | |
| Nitrierstähle | < 1000 N/mm² | E | 80 | 0,026 | 0,034 | 0,042 |
| 1000-1200 N/mm² | E | 70 | 0,024 | 0,030 | 0,042 | |
| Werkzeugstähle | < 850 N/mm² | E | 80 | 0,026 | 0,034 | 0,042 |
| 850-1100 N/mm² | E | 70 | 0,024 | 0,030 | 0,036 | |
| 1100-1400 N/mm² | E | 60 | 0,024 | 0,030 | 0,036 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 55 | 0,024 | 0,030 | 0,036 |
| Verschleißfester Konstruktionsstahl | 1400 N/mm² | E | 50 | 0,029 | 0,038 | 0,048 |
| Federstähle | < 1200 N/mm² | E | 60 | 0,024 | 0,030 | 0,036 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 85 | 0,030 | 0,036 | 0,048 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 80 | 0,030 | 0,036 | 0,048 |
| < 850 N/mm² | E | 80 | 0,020 | 0,030 | 0,038 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 60 | 0,020 | 0,030 | 0,038 |
| Sonderlegierungen | < 1200 N/mm² | E | 40 | 0,029 | 0,038 | 0,048 |
| Gusseisen | < 180 HB | - | 120 | 0,036 | 0,048 | 0,060 |
| > 180 HB | - | 90 | 0,036 | 0,048 | 0,060 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 80 | 0,036 | 0,048 | 0,060 |
| > 260 HB | E | 70 | 0,036 | 0,048 | 0,060 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 50 | 0,029 | 0,038 | 0,048 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 300 | 0,036 | 0,048 | 0,060 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 280 | 0,036 | 0,048 | 0,060 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 200 | 0,036 | 0,048 | 0,060 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 300 | 0,036 | 0,048 | 0,060 |
| Kupfer, niedriglegiert | < 350 N/mm² | E | 280 | 0,036 | 0,048 | 0,060 |
| Messing, kurzspanend | < 600 N/mm² | - | 240 | 0,036 | 0,048 | 0,060 |
| Messing, langspanend | < 600 N/mm² | - | 240 | 0,036 | 0,048 | 0,060 |
| Bronze, kurzspanend | < 600 N/mm² | - | 240 | 0,036 | 0,048 | 0,060 |
| 650-850 N/mm² | - | 210 | 0,036 | 0,048 | 0,060 | |
| Bronze, langspanend | < 850 N/mm² | E | 210 | 0,036 | 0,048 | 0,060 |
| 850-1200 N/mm² | E | 170 | 0,036 | 0,048 | 0,060 | |
| Graphit | - | 120 | 0,036 | 0,048 | 0,060 | |
| Legende | ||
| E = Emulsion | ae = 1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
Zuletzt angesehen

Senkschraube mit Schlitz ISO 2009, Stahl 4.8, verzinkt blau passiviert (A2K)

Zarge Nova Pro Scala H90 für Schubkasten H90

Scheibe mit großem Außendurchmesser

Flache Scheibe ohne Fase ISO 7089 Stahl 300 HV, Zink-Lamelle silber

Aufnahmehalter für Bristle-Disc

Einnietmutter mit Senkkopf

Splint DIN 94 Edelstahl A2

Spiralbohrer HSS DIN 338 Typ RN 118°

Sechskantschraube mit Schaft ISO 4014, Stahl 8.8, verzinkt blau passiviert (A2K)

Fixanker W-FA/S