





VHM-Viertelrundprofilfräser
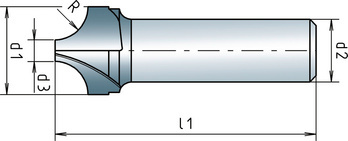
Viertelrund-Profil-Fräser VHM WN Z4 Typ N HA
VRTRDFRS-WN-VHM-D32,0X10,0MM













Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 6415 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Aluminium |
Eckenradius (R) | 10 mm |
Durchmesser (d1) | 32 mm |
Schaftdurchmesser (d2) | 20 mm |
Freistellungsdurchmesser (d3) | 12 mm |
Normen | WN |
Schaftform | Zylindrisch DIN 6535-HA |
Typ | N |
Schneidstoff | VHM |
Oberfläche | Blank |
Länge (l1) | 85 mm |
Anzahl Schneiden (Z) | 4 STK |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Aluminium |
| Schnittwerte |
Zuletzt angesehen

ET-STAUBBEHAELTER

ORSY®BULL Box Frontlader Serie 5 für System-Koffer

Scheibe ZOLL, Stahl verzinkt (A2K)

WÜPOFAST® blau verzinkt Spanplattenschraube

Möbelgriffschraube

Flachstecksicherung MAXI Silver
DIN 71412 450 A2C H2/S SF 6X1

Sechskantschraube mit Gewinde bis Kopf DIN 933, Stahl 10.9, blank

3/8 Zoll Steckschlüsseleinsatz metrisch, 6-kant, kurz

Zylinderschraube mit Innensechskant und niedrigem Kopf DIN 7984, Stahl 08.8, blank