





VHM-Viertelrundprofilfräser
Viertelrund-Profil-Fräser VHM WN Z4 Typ N HA TiAlN
VRTRDFRS-WN-VHM-TIALN-D8,0X1,5MM














Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 6417 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Aluminium |
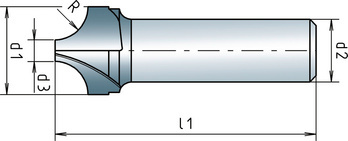
Eckenradius (R) | 1,5 mm |
Durchmesser (d1) | 8 mm |
Schaftdurchmesser (d2) | 8 mm |
Freistellungsdurchmesser (d3) | 5 mm |
Normen | WN |
Schaftform | Zylindrisch DIN 6535-HA |
Typ | N |
Schneidstoff | VHM |
Oberfläche | TiAlN |
Länge (l1) | 64 mm |
Anzahl Schneiden (Z) | 4 STK |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Aluminium |
| Schnittwerte |
Zuletzt angesehen

Sechskantmutter flache Form

Holzschraube Sechskantkopf DIN 571, Stahl blau verzinkt

Spannstift/Spannhülse geschlitzt, schwere Ausführung ISO 8752 Federstahl blank

Spiralbohrer HSS DIN 338 Typ RN 118°

Hammerbohrer Plus Duo-S Vario

Innenraumreiniger

Sechskantmutter mit Klemmteil (nichtmetallischer Einsatz) DIN 6924, Stahl 8, verzinkt blau passiviert (A2K)

Corvus Veloursleder S3 Sicherheitsstiefel

Senkschraube mit Innensechskant ISO 10642, Edelstahl A2-070, blank

Abdeckkreppband BLUE KREPP 4308