











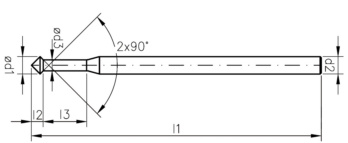
VHM-Vor und Rückwärtsentgrater, 2x 90°
Fräser VHM WN Z4 2x90° Typ N TiAlN-S HA
ENTGRAT-VR-VHM-WN-TNS-D10MM















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
2) d1: Ø 8-12 mm
Datenblätter(X)

 | |
Produktcode | 6507 |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Aluminium |
Durchmesser (d1) | 10 mm |
Schaftdurchmesser (d2) | 6 mm |
Freistellungsdurchmesser (d3) | 4,7 mm |
Schaftform | Zylindrisch DIN 6535-HA |
Typ | N |
Schneidstoff | VHM |
Oberfläche | TiAlN-S |
Länge (l1) | 100 mm |
Schneidenlänge (l2) | 4,7 mm |
Freistellungslänge (l3) | 33 mm |
Anzahl Schneiden (Z) | 4 STK |
Spitzenwinkel | 90 Grad |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Aluminium |
| Schnittwerte | ||||||||
| Für Ø 3 - 12 | ||||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||||
| Ø 3 - 3,9 | Ø 4 - 5,9 | Ø 6 - 7,9 | Ø 8 - 9,9 | Ø 10 - 12 | ||||
| Stähle | ||||||||
| Allgemeine Baustähle | < 500 N/mm² | E | 190 | 0,021 | 0,042 | 0,070 | 0,082 | 0,094 |
| 500-850 N/mm² | E | 170 | 0,021 | 0,042 | 0,070 | 0,082 | 0,094 | |
| Automatenstähle | < 850 N/mm² | E | 170 | 0,021 | 0,042 | 0,070 | 0,082 | 0,094 |
| 850-1000 N/mm² | E | 140 | 0,014 | 0,030 | 0,047 | 0,059 | 0,070 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 170 | 0,021 | 0,042 | 0,070 | 0,082 | 0,094 |
| 700-850 N/mm² | E | 160 | 0,021 | 0,042 | 0,070 | 0,082 | 0,094 | |
| 850-1000 N/mm² | E | 140 | 0,014 | 0,030 | 0,047 | 0,059 | 0,070 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 120 | 0,014 | 0,030 | 0,047 | 0,059 | 0,070 |
| 1000-1200 N/mm² | E | 95 | 0,013 | 0,026 | 0,039 | 0,052 | 0,065 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 170 | 0,021 | 0,042 | 0,070 | 0,082 | 0,094 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 120 | 0,014 | 0,030 | 0,047 | 0,059 | 0,070 |
| 1000-1200 N/mm² | E | 95 | 0,013 | 0,026 | 0,039 | 0,052 | 0,065 | |
| Nitrierstähle | < 1000 N/mm² | E | 120 | 0,014 | 0,030 | 0,047 | 0,059 | 0,070 |
| 1000-1200 N/mm² | E | 95 | 0,013 | 0,026 | 0,039 | 0,052 | 0,065 | |
| Werkzeugstähle | < 850 N/mm² | E | 120 | 0,014 | 0,030 | 0,047 | 0,059 | 0,070 |
| 850-1100 N/mm² | E | 95 | 0,013 | 0,026 | 0,039 | 0,052 | 0,065 | |
| 1100-1300 N/mm² | E | 85 | 0,013 | 0,026 | 0,039 | 0,052 | 0,065 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 80 | 0,013 | 0,026 | 0,039 | 0,052 | 0,065 |
| Verschleißfester Konstruktionsstahl | 1300 N/mm² | E | 50 | 0,010 | 0,008 | 0,033 | 0,042 | 0,039 |
| Federstähle | < 1200 N/mm² | E | 85 | 0,013 | 0,026 | 0,039 | 0,052 | 0,065 |
| Edelstähle | ||||||||
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 110 | 0,014 | 0,030 | 0,047 | 0,059 | 0,070 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 110 | 0,014 | 0,030 | 0,047 | 0,059 | 0,070 |
| < 850 N/mm² | E | 90 | 0,013 | 0,026 | 0,039 | 0,052 | 0,065 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 75 | 0,013 | 0,026 | 0,039 | 0,052 | 0,065 |
| Sonderlegierungen | < 1200 N/mm² | E | 50 | 0,010 | 0,008 | 0,026 | 0,042 | 0,039 |
| Güsse | ||||||||
| Gusseisen | < 180 HB | - | 150 | 0,018 | 0,026 | 0,035 | 0,070 | 0,094 |
| > 180 HB | - | 120 | 0,018 | 0,026 | 0,035 | 0,070 | 0,094 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 100 | 0,018 | 0,026 | 0,035 | 0,070 | 0,094 |
| > 260 HB | E | 90 | 0,018 | 0,026 | 0,035 | 0,070 | 0,094 | |
| Graphit | - | - | 150 | 0,018 | 0,026 | 0,035 | 0,070 | 0,094 |
| NE-Metalle | ||||||||
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 800 | 0,016 | 0,031 | 0,040 | 0,061 | 0,082 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 600 | 0,016 | 0,031 | 0,040 | 0,061 | 0,082 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 400 | 0,016 | 0,031 | 0,040 | 0,061 | 0,082 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 800 | 0,016 | 0,031 | 0,040 | 0,061 | 0,082 |
| Legende |
| E = Emulsion |
| vc = Schnittgeschwindigkeit [m/min] |
| fz = Vorschub pro Zahn [mm/Z] |
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. |
Zuletzt angesehen

Zarge Vionaro H89 klare Form und 13 mm schlankes Design

Sechskantmutter mit Flansch DIN 6923, Stahl 8, verzinkt Dickschicht passiviert (VZD)

ASSY® 3.0 gelb verzinkt Spanplattenschraube

Sechskantschraube mit Schaft ISO 4014, Stahl 8.8, Zink-Nickel schwarz

Flachstecksicherung ATO ISO 8820-3

Schallschutzdübel W-SSD Typ OB für Befestigungen mit Schallschutz-Anforderungen, ohne Bund

Langschleifband

Linsensenk-Blechschraube Form C mit Kreuzschlitz H DIN 7983, Stahl verzinkt, blau passiviert (A2K), Form C, Kreuzschlitz H

Bit TX C 6,3 (1/4 Zoll)

Metallspirale 4 mm mit Powerglider