





Walzenstirnfräser HSCo DIN 841 Typ H
Walzenstirnfräser HSCo DIN 841 Z10-16 20° Typ H
WALZSTIRNFRS-DIN841-HSCO-H-D90X35MM
Art.-Nr. 5443601089
EAN 4055375880661
















Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Datenblätter(X)

 | |
Produktcode | 3054 |
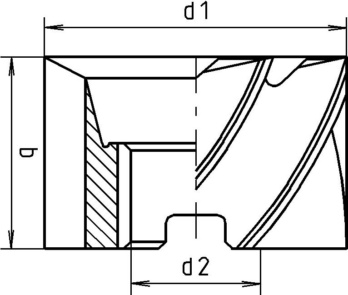
Durchmesser (d1 (js 16)) | 90 mm |
Höhe (b (k16)) | 35 mm |
Bohrungsdurchmesser (d2 (H7)) | 27 mm |
Anzahl Schneiden (Z) | 16 STK |
Typ | H |
Zu bearbeitender Werkstoff | Stahl, Guss, Edelstahl, Titan |
Normen | DIN 841 |
Schneidstoff | HSCo |
Oberfläche | Blank |
Drallwinkel | 20° |
Werkzeugaufnahme | Mit Quer- und Längsnut DIN 138 |
Werkstoffuntergruppe | Allgemeine Baustähle, Unlegierte Vergütungsstähle < 1000 N/mm², Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Grauguss, Temperguss, Rostfreie Stähle < 850 N/mm², Rostfreie Stähle > 850 N/mm², Titan, Titanlegierungen |
| Schnittwerte für Schruppen Kontur | |||||
| Für Ø 30 - Ø 90 | |||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |
| Ø 30 - Ø 31,9 | Ø 32 - Ø 90 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 37 | 0,078 | 0,100 |
| 500-850 N/mm² | E | 30 | 0,069 | 0,088 | |
| Automatenstähle | < 850 N/mm² | E | 34 | 0,069 | 0,088 |
| 850-1000 N/mm² | E | 26 | 0,069 | 0,088 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 33 | 0,069 | 0,088 |
| 700-850 N/mm² | E | 30 | 0,069 | 0,088 | |
| 850-1000 N/mm² | E | 24 | 0,069 | 0,088 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 22 | 0,069 | 0,088 |
| 1000-1200 N/mm² | E | 18 | 0,078 | 0,100 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 30 | 0,069 | 0,088 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 22 | 0,069 | 0,088 |
| 1000-1200 N/mm² | E | 18 | 0,078 | 0,100 | |
| Nitrierstähle | < 1000 N/mm² | E | 22 | 0,069 | 0,088 |
| 1000-1200 N/mm² | E | 18 | 0,078 | 0,100 | |
| Werkzeugstähle | < 850 N/mm² | E | 26 | 0,069 | 0,088 |
| 850-1100 N/mm² | E | 16 | 0,078 | 0,100 | |
| 1100-1400 N/mm² | E | 9 | 0,078 | 0,100 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 8 | 0,078 | 0,100 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 9 | 0,078 | 0,100 |
| Federstähle | < 1200 N/mm² | E | 8 | 0,078 | 0,100 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 24 | 0,069 | 0,088 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 18 | 0,069 | 0,088 |
| < 850 N/mm² | E | 12 | 0,069 | 0,088 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 9 | 0,078 | 0,100 |
| Gusseisen | < 180 HB | - | 34 | 0,069 | 0,088 |
| > 180 HB | - | 30 | 0,069 | 0,088 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 26 | 0,069 | 0,088 |
| > 260 HB | E | 18 | 0,069 | 0,088 | |
| Titan, Titanlegierungen | < 850 N/mm² | E | 9 | 0,078 | 0,100 |
| Legende | ||
| E = Emulsion | ae = 0,1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schlichten Kontur | |||||
| Für Ø 30 - Ø 90 | |||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | |
| Ø 30 - Ø 31,9 | Ø 32 - Ø 90 | ||||
| Allgemeine Baustähle | < 500 N/mm² | E | 45 | 0,057 | 0,080 |
| 500-850 N/mm² | E | 38 | 0,050 | 0,069 | |
| Automatenstähle | < 850 N/mm² | E | 38 | 0,035 | 0,048 |
| 850-1000 N/mm² | E | 30 | 0,035 | 0,048 | |
| Unlegierte Vergütungsstähle | < 700 N/mm² | E | 38 | 0,035 | 0,048 |
| 700-850 N/mm² | E | 38 | 0,035 | 0,048 | |
| 850-1000 N/mm² | E | 30 | 0,035 | 0,048 | |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 30 | 0,035 | 0,048 |
| 1000-1200 N/mm² | E | 25 | 0,040 | 0,054 | |
| Unlegierte Einsatzstähle | < 750 N/mm² | E | 38 | 0,035 | 0,048 |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 30 | 0,035 | 0,048 |
| 1000-1200 N/mm² | E | 25 | 0,040 | 0,054 | |
| Nitrierstähle | < 1000 N/mm² | E | 30 | 0,035 | 0,048 |
| 1000-1200 N/mm² | E | 25 | 0,040 | 0,054 | |
| Werkzeugstähle | < 850 N/mm² | E | 38 | 0,035 | 0,048 |
| 850-1100 N/mm² | E | 25 | 0,040 | 0,054 | |
| 1100-1400 N/mm² | E | 20 | 0,040 | 0,054 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 20 | 0,048 | 0,064 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 15 | 0,040 | 0,054 |
| Federstähle | < 1200 N/mm² | E | 15 | 0,040 | 0,054 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 38 | 0,035 | 0,048 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 38 | 0,035 | 0,048 |
| < 850 N/mm² | E | 30 | 0,035 | 0,048 | |
| Rostfreie Stähle, martensitisch | < 1100 N/mm² | E | 25 | 0,040 | 0,054 |
| Gusseisen | < 180 HB | - | 38 | 0,035 | 0,048 |
| > 180 HB | - | 30 | 0,035 | 0,048 | |
| Kugelgraphit, Temperguss | > 180 HB | - | 30 | 0,035 | 0,048 |
| > 260 HB | E | 25 | 0,035 | 0,048 | |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
Zuletzt angesehen

Rollladensystem Vertikal-Montagebox für Aufsatz- und Hängeschränke

Sicherheits-Klappstecker

Stretch X Bundhose

2K-Universalmesser

Kunststoff-Spreizniet-Zangen-Satz

Classic Warme Weste

Abdeckkappen für Aluminium-Airline-Zurrschienen

Bit Vielzahn XZN metrisch 10 mm Außensechskant

Pressrahmen-System 15-teilig für Silentlager, Satz 12 to, PKW

Scheibe mit großem Außendurchmesser