
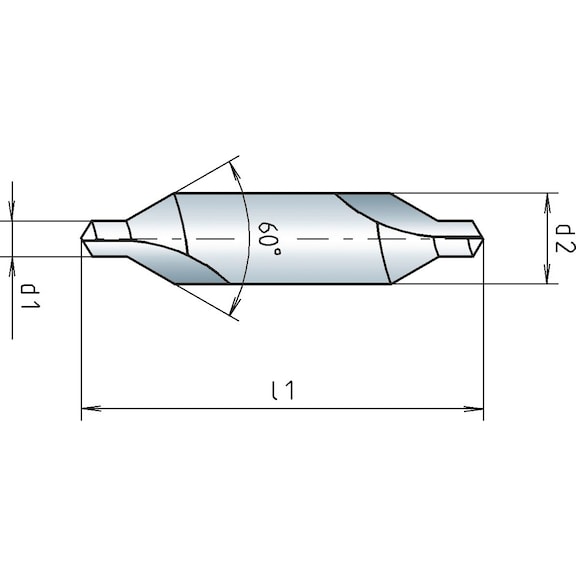




Centre drill bit, SC DIN 333, shape A
Centre drill solid carbide DIN 333 shape A type RN
DRL-CENT-MET-DIN333A-SC-D0,8MM
Art.-no. 5443002731
EAN 4055375893678














Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 6525 |
Material to be processed | Steel, Cast metal, Stainless steel, Copper, Brass, Plastic |
Standards | DIN 333 |
Form | A |
Countersink angle | 60 Degree |
Surface | Plain |
Cutting material | SC |
Number of cutting edges | 2 PCS |
Diameter (d1) | 0.8 mm |
Shank style | Cylindrical |
Length (l1) | 25 mm |
Shank diameter (d2) | 3.15 mm |
Diameter workpiece min./max. | 4-6 mm |
Tolerance of cutting edge diameter | k13 |
Tolerance of shank diameter | h7 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Copper, Brass, Aluminium, Plastics |
| Cutting values for solid carbide drill bits, uncoated | ||||||||
| For dia. 0.8 to dia. 5 | ||||||||
| Material designation | Tensile strength | Cooling | vc | f | ||||
| from | to | Dia. 0.8-0.9 | Dia. 1-1.9 | Dia. 2-2.9 | Dia. 3-5 | |||
| General structural steels | < 500 N/mm² | E | 60 | 75 | 0,020 | 0,040 | 0,060 | 0,100 |
| 500-850 N/mm² | E | 60 | 75 | 0,020 | 0,040 | 0,060 | 0,100 | |
| Carbon steels | < 850 N/mm² | E | 60 | 75 | 0,020 | 0,040 | 0,060 | 0,100 |
| 850-1000 N/mm² | E | 55 | 65 | 0,020 | 0,040 | 0,060 | 0,100 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 60 | 75 | 0,020 | 0,040 | 0,060 | 0,100 |
| 700-850 N/mm² | E | 60 | 75 | 0,020 | 0,040 | 0,060 | 0,100 | |
| 850-1000 N/mm² | E | 55 | 65 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 55 | 65 | 0,010 | 0,030 | 0,050 | 0,090 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 60 | 75 | 0,010 | 0,030 | 0,050 | 0,090 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 55 | 65 | 0,010 | 0,030 | 0,050 | 0,090 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Nitriding steels | < 1000 N/mm² | E | 55 | 65 | 0,010 | 0,030 | 0,050 | 0,080 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,010 | 0,030 | 0,050 | 0,080 | |
| Tool steels | < 850 N/mm² | E | 55 | 65 | 0,010 | 0,030 | 0,050 | 0,080 |
| 850-1100 N/mm² | E | 50 | 60 | 0,010 | 0,030 | 0,050 | 0,080 | |
| 1100-1400 N/mm² | E | 30 | 40 | 0,010 | 0,030 | 0,050 | 0,080 | |
| High-speed steels | 850-1200 N/mm² | E | 30 | 40 | 0,010 | 0,030 | 0,050 | 0,080 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 20 | 35 | 0,010 | 0,030 | 0,050 | 0,080 |
| Spring steels | < 1200 N/mm² | E | 20 | 35 | 0,010 | 0,030 | 0,050 | 0,080 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 30 | 40 | 0,010 | 0,030 | 0,050 | 0,090 |
| Stainless steels, austenitic | < 700 N/mm² | E | 30 | 40 | 0,010 | 0,030 | 0,050 | 0,090 |
| < 850 N/mm² | E | 25 | 35 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 25 | 35 | 0,010 | 0,030 | 0,050 | 0,090 |
| Special alloys | < 1200 N/mm² | E | 15 | 25 | 0,010 | 0,030 | 0,050 | 0,080 |
| Cast iron | < 180 HB | T/E | 70 | 100 | 0,010 | 0,030 | 0,050 | 0,090 |
| > 180 HB | T/E | 70 | 100 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Nodular graphite, malleable iron | > 180 HB | E | 65 | 75 | 0,010 | 0,030 | 0,050 | 0,090 |
| > 260 HB | E | 65 | 75 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 150 | 220 | 0,020 | 0,040 | 0,060 | 0,100 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 150 | 220 | 0,020 | 0,040 | 0,060 | 0,100 |
| Copper, low-alloy | < 350 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| Brass, short-chipping | < 600 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| Brass, long-chipping | < 600 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| Bronze, short-chipping | < 600 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| 650-850 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 | |
| Bronze, long-chipping | < 850 N/mm² | E | 90 | 140 | 0,010 | 0,030 | 0,050 | 0,090 |
| 850-1200 N/mm² | E | 90 | 140 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Graphite | T | 70 | 100 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Legend | |
| E = emulsion | |
| T = dry | |
| vc = cutting speed [m/min] | |
| f = feed [mm/r] | |
| The suggested cutting values are reference values and must be adapted to the respective conditions. | |
Last viewed

Ring bolt DIN 580, material: C15 E, zinc-plated steel, blue passivated (A2K)

Hexagon socket set screw with flattened tip ISO 4027, A2 stainless steel, 21H, plain

Circlip for bore hole, standard version, type J DIN 472 for bore holes, spring steel, phosphated and oiled

3/8 inch extension

Solid carbide twist drill bit, internal cooling for universal applications and considerable drilling depths up to 16xd

Low-cut safety shoes S1PS Stretch X ESD

All-rounder injectable mortar WIT-VM 250

Rechargeable battery Li-ion 18 V BASIC M-CUBE

Aluminium handle strip

Flexible electrical conduit WBY-EL-F ComfortXQ® with high-glide inner coating