
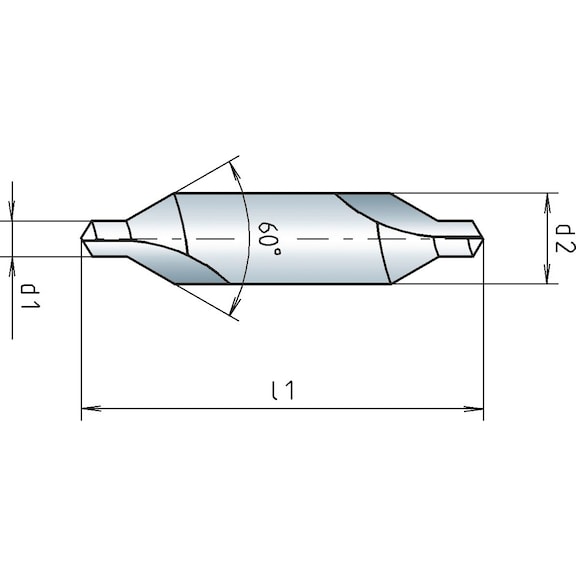




Centre drill bit, SC DIN 333, shape A
Centre drill solid carbide DIN 333 shape A type RN
DRL-CENT-MET-DIN333A-SC-D1,6MM
Art.-no. 5443002734
EAN 4055375893708














Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 6525 |
Material to be processed | Steel, Cast metal, Stainless steel, Copper, Brass, Plastic |
Standards | DIN 333 |
Form | A |
Countersink angle | 60 Degree |
Surface | Plain |
Cutting material | SC |
Number of cutting edges | 2 PCS |
Diameter (d1) | 1.6 mm |
Shank style | Cylindrical |
Length (l1) | 35.5 mm |
Shank diameter (d2) | 4 mm |
Diameter workpiece min./max. | 10-15 mm |
Tolerance of cutting edge diameter | k13 |
Tolerance of shank diameter | h7 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Copper, Brass, Aluminium, Plastics |
| Cutting values for solid carbide drill bits, uncoated | ||||||||
| For dia. 0.8 to dia. 5 | ||||||||
| Material designation | Tensile strength | Cooling | vc | f | ||||
| from | to | Dia. 0.8-0.9 | Dia. 1-1.9 | Dia. 2-2.9 | Dia. 3-5 | |||
| General structural steels | < 500 N/mm² | E | 60 | 75 | 0,020 | 0,040 | 0,060 | 0,100 |
| 500-850 N/mm² | E | 60 | 75 | 0,020 | 0,040 | 0,060 | 0,100 | |
| Carbon steels | < 850 N/mm² | E | 60 | 75 | 0,020 | 0,040 | 0,060 | 0,100 |
| 850-1000 N/mm² | E | 55 | 65 | 0,020 | 0,040 | 0,060 | 0,100 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 60 | 75 | 0,020 | 0,040 | 0,060 | 0,100 |
| 700-850 N/mm² | E | 60 | 75 | 0,020 | 0,040 | 0,060 | 0,100 | |
| 850-1000 N/mm² | E | 55 | 65 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 55 | 65 | 0,010 | 0,030 | 0,050 | 0,090 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 60 | 75 | 0,010 | 0,030 | 0,050 | 0,090 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 55 | 65 | 0,010 | 0,030 | 0,050 | 0,090 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Nitriding steels | < 1000 N/mm² | E | 55 | 65 | 0,010 | 0,030 | 0,050 | 0,080 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,010 | 0,030 | 0,050 | 0,080 | |
| Tool steels | < 850 N/mm² | E | 55 | 65 | 0,010 | 0,030 | 0,050 | 0,080 |
| 850-1100 N/mm² | E | 50 | 60 | 0,010 | 0,030 | 0,050 | 0,080 | |
| 1100-1400 N/mm² | E | 30 | 40 | 0,010 | 0,030 | 0,050 | 0,080 | |
| High-speed steels | 850-1200 N/mm² | E | 30 | 40 | 0,010 | 0,030 | 0,050 | 0,080 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 20 | 35 | 0,010 | 0,030 | 0,050 | 0,080 |
| Spring steels | < 1200 N/mm² | E | 20 | 35 | 0,010 | 0,030 | 0,050 | 0,080 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 30 | 40 | 0,010 | 0,030 | 0,050 | 0,090 |
| Stainless steels, austenitic | < 700 N/mm² | E | 30 | 40 | 0,010 | 0,030 | 0,050 | 0,090 |
| < 850 N/mm² | E | 25 | 35 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 25 | 35 | 0,010 | 0,030 | 0,050 | 0,090 |
| Special alloys | < 1200 N/mm² | E | 15 | 25 | 0,010 | 0,030 | 0,050 | 0,080 |
| Cast iron | < 180 HB | T/E | 70 | 100 | 0,010 | 0,030 | 0,050 | 0,090 |
| > 180 HB | T/E | 70 | 100 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Nodular graphite, malleable iron | > 180 HB | E | 65 | 75 | 0,010 | 0,030 | 0,050 | 0,090 |
| > 260 HB | E | 65 | 75 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 150 | 220 | 0,020 | 0,040 | 0,060 | 0,100 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 150 | 220 | 0,020 | 0,040 | 0,060 | 0,100 |
| Copper, low-alloy | < 350 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| Brass, short-chipping | < 600 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| Brass, long-chipping | < 600 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| Bronze, short-chipping | < 600 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| 650-850 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 | |
| Bronze, long-chipping | < 850 N/mm² | E | 90 | 140 | 0,010 | 0,030 | 0,050 | 0,090 |
| 850-1200 N/mm² | E | 90 | 140 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Graphite | T | 70 | 100 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Legend | |
| E = emulsion | |
| T = dry | |
| vc = cutting speed [m/min] | |
| f = feed [mm/r] | |
| The suggested cutting values are reference values and must be adapted to the respective conditions. | |
Last viewed

Cable tie KBL 2 made of polyamide with plastic tongue, black

AW® E 6.3 bit (1/4 inch) with patented AW tip and colour coding

Hexagon bolt with thread up to the head ISO 4017, steel 8.8, plain

Circlip shape JV for bore Steel plain, type JV

S3S Cronos Low safety shoe

Round head screw with square neck and nut DIN 603 with nut, steel, strength class 4.8, zinc-plated, blue passivated

WÜPLAST® pan head screw with flange and Z Phillips head WN 1411, A2 austenitic steel

Hexagon bolt with thread up to the head DIN 933, A4 80 stainless steel, plain

Aquarius fleece jacket

OrgaAer central lock For hanging frames and wide drawers