





Counterbore DIN 373, fine
Counterbore DIN 373 fine
CNTBRE-DIN373-HSS-FINE-M10
Art.-no. 0694150010
EAN 4056807537429















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 2140 |
Quality grade | Fine |
Material to be processed | Steel, Cast metal, Stainless steel, Copper, Brass, Aluminium, Plastic |
Suitable for screw | M10 |
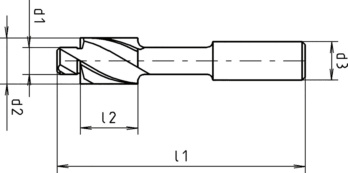
Diameter of tenon (d1) | 10.5 mm |
Spot-facer diameter (d2) | 18.0 mm |
Shank diameter (d3) | 12.5 mm |
Length (l1) | 100 mm |
Length of head (l2) | 22 mm |
Number of cutting edges (Z) | 3 PCS |
Standards | DIN 373 |
Cutting material | HSS |
Surface | Plain |
Shank style | Cylindrical |
Quality | Würth-Standard |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Copper, Brass, Aluminium, Plastics |
| Cutting values for HSS counterbores | |||||||
| For M3-M6 | |||||||
| Material designation | Tensile strength | vc | f | ||||
| from | to | M3 | M4 | M5 | M6 | ||
| General structural steels | < 500 N/mm² | 26 | 30 | 0,090 | 0,104 | 0,120 | 0,126 |
| 500-850 N/mm² | 25 | 28 | 0,080 | 0,093 | 0,100 | 0,105 | |
| Carbon steels | < 850 N/mm² | 25 | 28 | 0,080 | 0,093 | 0,100 | 0,105 |
| 850-1000 N/mm² | 18 | 25 | 0,060 | 0,070 | 0,080 | 0,084 | |
| Unalloyed heat-treated steels | < 700 N/mm² | 25 | 28 | 0,080 | 0,093 | 0,100 | 0,105 |
| 700-850 N/mm² | 25 | 28 | 0,080 | 0,093 | 0,100 | 0,105 | |
| 850-1000 N/mm² | 18 | 25 | 0,060 | 0,070 | 0,080 | 0,084 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | 18 | 25 | 0,060 | 0,070 | 0,080 | 0,084 |
| 1000-1200 N/mm² | 6 | 10 | 0,040 | 0,046 | 0,050 | 0,053 | |
| Unalloyed case-hardening steels | < 750 N/mm² | 25 | 28 | 0,080 | 0,093 | 0,100 | 0,105 |
| Alloyed case-hardening steels | < 1000 N/mm² | 18 | 25 | 0,060 | 0,070 | 0,080 | 0,084 |
| 1000-1200 N/mm² | 6 | 10 | 0,040 | 0,046 | 0,050 | 0,053 | |
| Nitriding steels | < 1000 N/mm² | 18 | 25 | 0,060 | 0,070 | 0,080 | 0,084 |
| 1000-1200 N/mm² | 6 | 10 | 0,040 | 0,046 | 0,050 | 0,053 | |
| Tool steels | < 850 N/mm² | 18 | 25 | 0,060 | 0,070 | 0,080 | 0,084 |
| 850-1100 N/mm² | 6 | 10 | 0,040 | 0,046 | 0,050 | 0,053 | |
| 1100-1400 N/mm² | 2 | 5 | 0,030 | 0,035 | 0,040 | 0,042 | |
| High-speed steels | 850-1200 N/mm² | 6 | 10 | 0,040 | 0,046 | 0,050 | 0,053 |
| Wear-resistant constructional steel | 1350 N/mm² | 2 | 5 | 0,030 | 0,035 | 0,040 | 0,042 |
| Spring steels | < 1200 N/mm² | 6 | 10 | 0,040 | 0,046 | 0,050 | 0,053 |
| Stainless steels, sulphurated | < 700 N/mm² | 4 | 10 | 0,050 | 0,058 | 0,060 | 0,063 |
| Stainless steels, austenitic | < 700 N/mm² | 4 | 10 | 0,050 | 0,058 | 0,060 | 0,063 |
| < 850 N/mm² | 4 | 10 | 0,050 | 0,058 | 0,060 | 0,063 | |
| Stainless steels, martensitic | < 1100 N/mm² | 4 | 10 | 0,050 | 0,058 | 0,060 | 0,063 |
| Cast iron | < 180 HB | 15 | 24 | 0,100 | 0,116 | 0,120 | 0,126 |
| > 180 HB | 9 | 15 | 0,070 | 0,081 | 0,080 | 0,084 | |
| Nodular graphite, malleable iron | > 180 HB | 9 | 15 | 0,070 | 0,081 | 0,080 | 0,084 |
| > 260 HB | 9 | 15 | 0,070 | 0,081 | 0,080 | 0,084 | |
| Aluminium, aluminium alloys | < 530 N/mm² | 50 | 90 | 0,120 | 0,139 | 0,140 | 0,147 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | 25 | 40 | 0,100 | 0,116 | 0,120 | 0,126 |
| Magnesium, magnesium alloys | < 280 N/mm² | 50 | 90 | 0,120 | 0,139 | 0,140 | 0,147 |
| Copper, low-alloy | < 350 N/mm² | 25 | 40 | 0,100 | 0,116 | 0,120 | 0,126 |
| Brass, short-chipping | < 600 N/mm² | 50 | 80 | 0,120 | 0,139 | 0,140 | 0,147 |
| Brass, long-chipping | < 600 N/mm² | 30 | 50 | 0,120 | 0,139 | 0,140 | 0,147 |
| Bronze, short-chipping | < 600 N/mm² | 50 | 80 | 0,120 | 0,139 | 0,140 | 0,147 |
| 650-850 N/mm² | 50 | 80 | 0,120 | 0,139 | 0,140 | 0,147 | |
| Bronze, long-chipping | < 850 N/mm² | 30 | 50 | 0,120 | 0,139 | 0,140 | 0,147 |
| 850-1200 N/mm² | 30 | 50 | 0,120 | 0,139 | 0,180 | 0,189 | |
| Legend | |
| vc = cutting speed [m/min] | |
| f = feed [mm/r] | |
| The suggested cutting values are reference values and must be adapted to the respective conditions. | |
| Cutting values for HSS counterbores | ||||||
| For M8-M12 | ||||||
| Material designation | Tensile strength | vc | f | |||
| from | to | M8 | M10 | M12 | ||
| General structural steels | < 500 N/mm² | 26 | 30 | 0,132 | 0,140 | 0,160 |
| 500-850 N/mm² | 25 | 28 | 0,110 | 0,120 | 0,140 | |
| Carbon steels | < 850 N/mm² | 25 | 28 | 0,110 | 0,120 | 0,140 |
| 850-1000 N/mm² | 18 | 25 | 0,088 | 0,100 | 0,120 | |
| Unalloyed heat-treated steels | < 700 N/mm² | 25 | 28 | 0,110 | 0,120 | 0,140 |
| 700-850 N/mm² | 25 | 28 | 0,110 | 0,120 | 0,140 | |
| 850-1000 N/mm² | 18 | 25 | 0,088 | 0,100 | 0,120 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | 18 | 25 | 0,088 | 0,100 | 0,120 |
| 1000-1200 N/mm² | 6 | 10 | 0,055 | 0,090 | 0,080 | |
| Unalloyed case-hardening steels | < 750 N/mm² | 25 | 28 | 0,110 | 0,120 | 0,140 |
| Alloyed case-hardening steels | < 1000 N/mm² | 18 | 25 | 0,088 | 0,100 | 0,120 |
| 1000-1200 N/mm² | 6 | 10 | 0,055 | 0,090 | 0,080 | |
| Nitriding steels | < 1000 N/mm² | 18 | 25 | 0,088 | 0,100 | 0,120 |
| 1000-1200 N/mm² | 6 | 10 | 0,055 | 0,090 | 0,080 | |
| Tool steels | < 850 N/mm² | 18 | 25 | 0,088 | 0,100 | 0,120 |
| 850-1100 N/mm² | 6 | 10 | 0,055 | 0,090 | 0,080 | |
| 1100-1400 N/mm² | 2 | 5 | 0,044 | 0,050 | 0,060 | |
| High-speed steels | 850-1200 N/mm² | 6 | 10 | 0,055 | 0,090 | 0,080 |
| Wear-resistant constructional steel | 1350 N/mm² | 2 | 5 | 0,044 | 0,050 | 0,060 |
| Spring steels | < 1200 N/mm² | 6 | 10 | 0,055 | 0,090 | 0,080 |
| Stainless steels, sulphurated | < 700 N/mm² | 4 | 10 | 0,066 | 0,070 | 0,080 |
| Stainless steels, austenitic | < 700 N/mm² | 4 | 10 | 0,066 | 0,070 | 0,080 |
| < 850 N/mm² | 4 | 10 | 0,066 | 0,070 | 0,080 | |
| Stainless steels, martensitic | < 1100 N/mm² | 4 | 10 | 0,066 | 0,070 | 0,080 |
| Cast iron | < 180 HB | 15 | 24 | 0,132 | 0,160 | 0,200 |
| > 180 HB | 9 | 15 | 0,088 | 0,120 | 0,160 | |
| Nodular graphite, malleable iron | > 180 HB | 9 | 15 | 0,088 | 0,120 | 0,160 |
| > 260 HB | 9 | 15 | 0,088 | 0,120 | 0,160 | |
| Aluminium, aluminium alloys | < 530 N/mm² | 50 | 90 | 0,154 | 0,180 | 0,220 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | 25 | 40 | 0,132 | 0,140 | 0,180 |
| Magnesium, magnesium alloys | < 280 N/mm² | 50 | 90 | 0,154 | 0,180 | 0,220 |
| Copper, low-alloy | < 350 N/mm² | 25 | 40 | 0,132 | 0,140 | 0,180 |
| Brass, short-chipping | < 600 N/mm² | 50 | 80 | 0,154 | 0,180 | 0,200 |
| Brass, long-chipping | < 600 N/mm² | 30 | 50 | 0,154 | 0,180 | 0,200 |
| Bronze, short-chipping | < 600 N/mm² | 50 | 80 | 0,154 | 0,180 | 0,200 |
| 650-850 N/mm² | 50 | 80 | 0,154 | 0,180 | 0,200 | |
| Bronze, long-chipping | < 850 N/mm² | 30 | 50 | 0,154 | 0,180 | 0,200 |
| 850-1200 N/mm² | 30 | 50 | 0,198 | 0,180 | 0,200 | |
Last viewed

Hexagon Socket Head Cap Screw with centre, with low head DIN 6912, steel 8.8, plain

HPC solid carbide drill Speeddrill 4.0-Inox, DIN 6537L, long 5xD, 4 drill heels, with internal cooling

Push rod clamp Pro

Pan Head screw with hexalobular head ISO 14583, A2-70 stainless steel, plain

Hexagon bolt with shank and fine thread DIN 960, steel 8.8, plain

Countersunk head screw with hexagon socket

Hexagonal bolt with shank ISO 4014, 8.8 steel with silver zinc-flake coating, Geomet

Screw with flattened half round head with collar and hexagon socket ISO 7380-2, yellow chromate zinc plated 10.9 steel (A2C)

Safety sandals, S1P Steitz ESD DX 711 SF

Hexagon nut, low profile DIN 439, A2 stainless steel, plain, shape B