





Counterbore DIN 373, medium
Counterbore, DIN 373, medium
CNTBRE-DIN373-HSS-MEDIUM-M10
Art.-no. 0694151010
EAN 4056807537351















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 2150 |
Quality grade | Medium |
Material to be processed | Steel, Cast metal, Stainless steel, Copper, Brass, Aluminium, Plastic |
Suitable for screw | M10 |
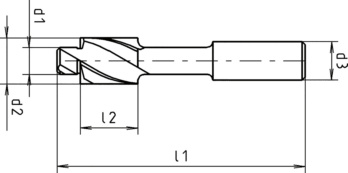
Diameter of tenon (d1) | 11.0 mm |
Spot-facer diameter (d2) | 18.0 mm |
Shank diameter (d3) | 12.5 mm |
Length (l1) | 100 mm |
Length of head (l2) | 22 mm |
Number of cutting edges (Z) | 3 PCS |
Standards | DIN 373 |
Cutting material | HSS |
Surface | Plain |
Shank style | Cylindrical |
Quality | Würth-Standard |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Copper, Brass, Aluminium, Plastics |
| Cutting values for HSS countersinks | |||||||||
| For M4–M12 | |||||||||
| Material designation | Tensile strength | vc | f | ||||||
| From | To | M4 | M5 | M6 | M8 | M10 | M12 | ||
| General structural steels | < 500 N/mm² | 26 | 30 | 0,104 | 0,120 | 0,126 | 0,132 | 0,140 | 0,160 |
| 500–850 N/mm² | 25 | 28 | 0,093 | 0,100 | 0,105 | 0,110 | 0,120 | 0,140 | |
| Machining steels | < 850 N/mm² | 25 | 28 | 0,093 | 0,100 | 0,105 | 0,110 | 0,120 | 0,140 |
| 850–1000 N/mm² | 18 | 25 | 0,070 | 0,080 | 0,084 | 0,088 | 0,100 | 0,120 | |
| Unalloyed heat-treated steels | < 700 N/mm² | 25 | 28 | 0,093 | 0,100 | 0,105 | 0,110 | 0,120 | 0,140 |
| 700–850 N/mm² | 25 | 28 | 0,093 | 0,100 | 0,105 | 0,110 | 0,120 | 0,140 | |
| 850–1000 N/mm² | 18 | 25 | 0,070 | 0,080 | 0,084 | 0,088 | 0,100 | 0,120 | |
| Alloyed heat-treated steels | 850–1000 N/mm² | 18 | 25 | 0,070 | 0,080 | 0,084 | 0,088 | 0,100 | 0,120 |
| 1000–1200 N/mm² | 6 | 10 | 0,046 | 0,050 | 0,053 | 0,055 | 0,090 | 0,080 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | 25 | 28 | 0,093 | 0,100 | 0,105 | 0,110 | 0,120 | 0,140 |
| Alloyed case-hardening steels | < 1000 N/mm² | 18 | 25 | 0,070 | 0,080 | 0,084 | 0,088 | 0,100 | 0,120 |
| 1000–1200 N/mm² | 6 | 10 | 0,046 | 0,050 | 0,053 | 0,055 | 0,090 | 0,080 | |
| Nitriding steels | < 1000 N/mm² | 18 | 25 | 0,070 | 0,080 | 0,084 | 0,088 | 0,100 | 0,120 |
| 1000–1200 N/mm² | 6 | 10 | 0,046 | 0,050 | 0,053 | 0,055 | 0,090 | 0,080 | |
| Tool steels | < 850 N/mm² | 18 | 25 | 0,070 | 0,080 | 0,084 | 0,088 | 0,100 | 0,120 |
| 850–1100 N/mm² | 6 | 10 | 0,046 | 0,050 | 0,053 | 0,055 | 0,090 | 0,080 | |
| 1100–1400 N/mm² | 2 | 5 | 0,035 | 0,040 | 0,042 | 0,044 | 0,050 | 0,060 | |
| High-speed steels | 850–1200 N/mm² | 6 | 10 | 0,046 | 0,050 | 0,053 | 0,055 | 0,090 | 0,080 |
| Wear-resistant constructional steel | 1350 N/mm² | 2 | 5 | 0,035 | 0,040 | 0,042 | 0,044 | 0,050 | 0,060 |
| Spring steels | < 1200 N/mm² | 6 | 10 | 0,046 | 0,050 | 0,053 | 0,055 | 0,090 | 0,080 |
| Stainless steels, sulphurated | < 700 N/mm² | 4 | 10 | 0,058 | 0,060 | 0,063 | 0,066 | 0,070 | 0,080 |
| Stainless steels, austenitic | < 700 N/mm² | 4 | 10 | 0,058 | 0,060 | 0,063 | 0,066 | 0,070 | 0,080 |
| < 850 N/mm² | 4 | 10 | 0,058 | 0,060 | 0,063 | 0,066 | 0,070 | 0,080 | |
| Stainless steels, martensitic | < 1100 N/mm² | 4 | 10 | 0,058 | 0,060 | 0,063 | 0,066 | 0,070 | 0,080 |
| Cast iron | < 180 HB | 15 | 24 | 0,116 | 0,120 | 0,126 | 0,132 | 0,160 | 0,200 |
| > 180 HB | 9 | 15 | 0,081 | 0,080 | 0,084 | 0,088 | 0,120 | 0,160 | |
| Spheroidal graphite, malleable iron | > 180 HB | 9 | 15 | 0,081 | 0,080 | 0,084 | 0,088 | 0,120 | 0,160 |
| > 260 HB | 9 | 15 | 0,081 | 0,080 | 0,084 | 0,088 | 0,120 | 0,160 | |
| Aluminium, aluminium alloys | < 530 N/mm² | 50 | 90 | 0,139 | 0,140 | 0,147 | 0,154 | 0,180 | 0,220 |
| Aluminium, cast aluminium alloys < 10% Si | < 600 N/mm² | 25 | 40 | 0,116 | 0,120 | 0,126 | 0,132 | 0,140 | 0,180 |
| Magnesium, magnesium alloys | < 280 N/mm² | 50 | 90 | 0,139 | 0,140 | 0,147 | 0,154 | 0,180 | 0,220 |
| Copper, low-alloyed | < 350 N/mm² | 25 | 40 | 0,116 | 0,120 | 0,126 | 0,132 | 0,140 | 0,180 |
| Brass, short-chipping | < 600 N/mm² | 50 | 80 | 0,139 | 0,140 | 0,147 | 0,154 | 0,180 | 0,200 |
| Brass, long-chipping | < 600 N/mm² | 30 | 50 | 0,139 | 0,140 | 0,147 | 0,154 | 0,180 | 0,200 |
| Bronze, short-chipping | < 600 N/mm² | 50 | 80 | 0,139 | 0,140 | 0,147 | 0,154 | 0,180 | 0,200 |
| 650–850 N/mm² | 50 | 80 | 0,139 | 0,140 | 0,147 | 0,154 | 0,180 | 0,200 | |
| Bronze, long-chipping | < 850 N/mm² | 30 | 50 | 0,139 | 0,140 | 0,147 | 0,154 | 0,180 | 0,200 |
| 850–1200 N/mm² | 30 | 50 | 0,139 | 0,180 | 0,189 | 0,198 | 0,180 | 0,200 | |
| Legend | |
| vc = cutting speed [m/min] | |
| f = feed (mm/r) | |
| The suggested cutting values are reference values and must be adapted to the respective conditions. | |
Last viewed

Hexagon bolt with thread up to the head ISO 4017, steel 8.8, zinc-plated, blue passivated (A2K)

Hexagon bolt with threading up to the head DIN 933, steel 10.9, plain

Metric double open-end wrench DIN 3110/ISO 1085

16° circular collated nail with smooth shank

Hexagon Socket Head Cap Screw ISO 4762/DIN 912, steel 8.8, zinc-plated, yellow chromated (A2C)

Hexagon Socket Head Cap Screw with centre, with low head DIN 6912, zinc plated 8.8 steel with thick-layer passivation (VZD)

Hexagonal bolt with pin and small hexagon DIN 561, blue passivated zinc plated 8.8 steel (A2K)

Hexagon nut DIN 934, steel I10I, plain

WÜTOP DS 100 vapour barrier

Stretch X jacket