





Fréza SC SPEEDCUT, hliník, XL HB, trojitá čepeľ
Stopk. fréza SC, Al, WN-XL Z3 3xD/2xD W 34-38° HB
FREZA-VHM-SP-WN-AL-EL-HB-D4,0MM
Obj. č. 5443300992
EAN 4055375924044




















Zaregistrujte sa s vaším IČO, aby ste videli ceny a mohli u nás nakupovať.
Hárky údajov(X)

 | |
Kód výrobku | 7920 |
Materiály určené na spracovanie | Meď, Mosadz, Hliník, plast |
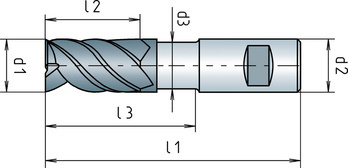
Priemer (d1) | 4 mm |
Priemer stopky (d2) | 6 mm |
Svetlá výška (d3) | 3,8 mm |
Normy | CS |
Konštrukčná dĺžka | Mimoriadne dlhý |
Tvar drieku | Valcovité DIN6535-HB |
Rezný materiál | SC |
Povrch | Bez povrchovej úpravy |
Prívod chladiva | Vonkajší |
Uhol otočenia | 34 – 38° |
Dĺžka (l1) | 60 mm |
Dĺžka reznej hrany (l2) | 11 mm |
Voľná dĺžka (l3) | 21 mm |
Počet ostrí (Z) | 3 KS |
Rohová skosená hrana | 0,06 mm |
Tolerancia priemeru rezania | h10 |
Tolerancia priemeru drieku | h6 |
Materiálová podskupina | Meď, Mosadz, Hliník, Plasty |
| Popis | ||
| E = emulzia | ae = 0,1 x d1 | |
| vc = rezná rýchlosť [m/min] | ||
| fz = posuv na zub [mm/z] | ap = 1,5 x d1 | |
| ae = hrúbka rezu (radiálna) | ||
| ap = hrúbka rezu (axiálna) | ||
| Uvedené rýchlosti rezania sa vzťahujú na všetky typy nástrojov v súlade s normou DIN 6527K alebo DIN6527L. V prípade stopkových fréz série XL sa odporúča znížiť rýchlosť rezania o 30 %. | ||
| Hodnoty rezania pre obrábanie kontúr | ||||||||
| Pre priemer 3 až 8 | ||||||||
| Označenie materiálu | Pevnosť v ťahu | Chladenie | vc | fz | ||||
| Priemer 3 | Priemer 4 | Priemer 5 | Priemer 6 | Priemer 8 | ||||
| Hliník, hliníkové zliatiny | < 530 N/mm² | E | 500 | 0,035 | 0,041 | 0,048 | 0,055 | 0,070 |
| Hliník, hliníkové zliatiny < 10 % Si | < 600 N/mm² | E | 475 | 0,035 | 0,041 | 0,048 | 0,055 | 0,070 |
| Hliník, hliníkové zliatiny > 10 % Si | < 600 N/mm² | E | 250 | 0,032 | 0,036 | 0,041 | 0,046 | 0,070 |
| Meď, nízkolegovaná | < 350 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 |
| Mosadz, krátke triesky | < 600 N/mm² | E | 250 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 |
| Mosadz, dlhé triesky | < 600 N/mm² | E | 175 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 |
| Bronz, krátke triesky | < 600 N/mm² | E | 175 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 |
| 650 – 850 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 | |
| Bronz, dlhé triesky | < 850 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 |
| 850 – 1200 N/mm² | E | 120 | 0,022 | 0,028 | 0,035 | 0,041 | 0,060 | |
| Hodnoty rezania pre dokončovacie obrábanie kontúr | |||||||
| Pre priemer 10 až 20 | |||||||
| Označenie materiálu | Pevnosť v ťahu | Chladenie | vc | fz | |||
| Priemer 10 | Priemer 12 | Priemer 16 | Priemer 20 | ||||
| Hliník, hliníkové zliatiny | < 530 N/mm² | E | 580 | 0,096 | 0,108 | 0,132 | 0,168 |
| Hliník, hliníkové zliatiny < 10 % Si | < 600 N/mm² | E | 530 | 0,096 | 0,108 | 0,132 | 0,168 |
| Hliník, hliníkové zliatiny > 10 % Si | < 600 N/mm² | E | 290 | 0,120 | 0,144 | 0,180 | 0,228 |
| Meď, nízkolegovaná | < 350 N/mm² | E | 160 | 0,090 | 0,108 | 0,132 | 0,168 |
| Mosadz, krátke triesky | < 600 N/mm² | E | 290 | 0,090 | 0,108 | 0,132 | 0,168 |
| Mosadz, dlhé triesky | < 600 N/mm² | E | 205 | 0,090 | 0,108 | 0,132 | 0,168 |
| Bronz, krátke triesky | < 600 N/mm² | E | 205 | 0,090 | 0,108 | 0,132 | 0,168 |
| 650 – 850 N/mm² | E | 170 | 0,090 | 0,108 | 0,132 | 0,168 | |
| Bronz, dlhé triesky | < 850 N/mm² | E | 170 | 0,090 | 0,108 | 0,132 | 0,168 |
| 850 – 1200 N/mm² | E | 145 | 0,090 | 0,108 | 0,132 | 0,168 | |
| Hodnoty rezania pre dokončovacie obrábanie kontúr | ||||||||
| Pre priemer 3 až 8 | ||||||||
| Označenie materiálu | Pevnosť v ťahu | Chladenie | vc | fz | ||||
| Priemer 3 | Priemer 4 | Priemer 5 | Priemer 6 | Priemer 8 | ||||
| Hliník, hliníkové zliatiny | < 530 N/mm² | E | 580 | 0,053 | 0,057 | 0,061 | 0,066 | 0,084 |
| Hliník, hliníkové zliatiny < 10 % Si | < 600 N/mm² | E | 530 | 0,053 | 0,057 | 0,061 | 0,066 | 0,084 |
| Hliník, hliníkové zliatiny > 10 % Si | < 600 N/mm² | E | 290 | 0,048 | 0,050 | 0,052 | 0,055 | 0,084 |
| Meď, nízkolegovaná | < 350 N/mm² | E | 160 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 |
| Mosadz, krátke triesky | < 600 N/mm² | E | 290 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 |
| Mosadz, dlhé triesky | < 600 N/mm² | E | 205 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 |
| Bronz, krátke triesky | < 600 N/mm² | E | 205 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 |
| 650 – 850 N/mm² | E | 170 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 | |
| Bronz, dlhé triesky | < 850 N/mm² | E | 170 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 |
| 850 – 1200 N/mm² | E | 145 | 0,033 | 0,038 | 0,043 | 0,049 | 0,072 | |
| Popis | ||
| E = emulzia | ae = 0,5 x d1 | |
| vc = rezná rýchlosť [m/min] | ||
| fz = posuv na zub [mm/z] | ap = 1,5 x d1 | |
| ae = hrúbka rezu (radiálna) | ||
| ap = hrúbka rezu (axiálna) | ||
| Uvedené rýchlosti rezania sa vzťahujú na všetky typy nástrojov v súlade s normou DIN 6527K alebo DIN6527L. V prípade stopkových fréz série XL sa odporúča znížiť rýchlosť rezania o 30 %. | ||
| Hodnoty rezania pre obrábanie kontúr | |||||||
| Pre priemer 10 až 20 | |||||||
| Označenie materiálu | Pevnosť v ťahu | Chladenie | vc | fz | |||
| Priemer 10 | Priemer 12 | Priemer 16 | Priemer 20 | ||||
| Hliník, hliníkové zliatiny | < 530 N/mm² | E | 500 | 0,080 | 0,090 | 0,110 | 0,140 |
| Hliník, hliníkové zliatiny < 10 % Si | < 600 N/mm² | E | 475 | 0,080 | 0,090 | 0,110 | 0,140 |
| Hliník, hliníkové zliatiny > 10 % Si | < 600 N/mm² | E | 250 | 0,100 | 0,120 | 0,150 | 0,190 |
| Meď, nízkolegovaná | < 350 N/mm² | E | 135 | 0,075 | 0,090 | 0,110 | 0,140 |
| Mosadz, krátke triesky | < 600 N/mm² | E | 250 | 0,075 | 0,090 | 0,110 | 0,140 |
| Mosadz, dlhé triesky | < 600 N/mm² | E | 175 | 0,075 | 0,090 | 0,110 | 0,140 |
| Bronz, krátke triesky | < 600 N/mm² | E | 175 | 0,075 | 0,090 | 0,110 | 0,140 |
| 650 – 850 N/mm² | E | 135 | 0,075 | 0,090 | 0,110 | 0,140 | |
| Bronz, dlhé triesky | < 850 N/mm² | E | 135 | 0,075 | 0,090 | 0,110 | 0,140 |
| 850 – 1200 N/mm² | E | 120 | 0,075 | 0,090 | 0,110 | 0,140 | |
Naposledy pozreté

Medený sprej CU 800

Univerzálna skrutka ASSY® 4 CSMP Pozinkovaná oceľ, neúplný závit, zápustná hlava s frézovacími drážkami

Metrický obojstranný račňový očkový kľúč 4 v 1 S upínaním POWERDRIV®

Šesťhranná skrutka so závitom až po hlavu

Skrutka s guľatou hlavou, štvorhranným nákružkom a maticou DIN 603 s maticou, oceľ, trieda pevnosti 4.8, pozinkovaná, modrá pasivovaná

Hadicová spona s asymetrickým zámkom s asymetrickým zámkom

Zimné rukavice Comfort

Látkový brúsny pás KGX KGX Na obrábanie dreva a kovoobrábanie

Nástrčný kľúč 1/2" V palcoch, krátke

Slepý nit, otvorený, s vyberacím tŕňom a zápustnou hlavou ISO 15978, zápustná hlava, hliník/oceľ