





Fréza SC SPEEDCUT, hliník, XL HB, trojitá čepeľ
Stopk. fréza SC, Al, WN-XL Z3 3xD/2xD W 34-38° HB
FREZA-VHM-SP-WN-AL-EL-HB-D8,0MM




















Zaregistrujte sa s vaším IČO, aby ste videli ceny a mohli u nás nakupovať.
Hárky údajov(X)

 | |
Kód výrobku | 7920 |
Materiály určené na spracovanie | Meď, Mosadz, Hliník, plast |
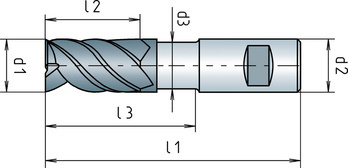
Priemer (d1) | 8 mm |
Priemer stopky (d2) | 8 mm |
Svetlá výška (d3) | 7,5 mm |
Normy | CS |
Konštrukčná dĺžka | Mimoriadne dlhý |
Tvar drieku | Valcovité DIN6535-HB |
Rezný materiál | SC |
Povrch | Bez povrchovej úpravy |
Prívod chladiva | Vonkajší |
Uhol otočenia | 34 – 38° |
Dĺžka (l1) | 70 mm |
Dĺžka reznej hrany (l2) | 19 mm |
Voľná dĺžka (l3) | 34 mm |
Počet ostrí (Z) | 3 KS |
Rohová skosená hrana | 0,10 mm |
Tolerancia priemeru rezania | h10 |
Tolerancia priemeru drieku | h6 |
Materiálová podskupina | Meď, Mosadz, Hliník, Plasty |
Naposledy pozreté

Plastová rámová kotva W-UR 14 F SymCon

Skrutka s vnútorným šesťhranom a valcovou hlavou ISO 4762/DIN 912, oceľ 8.8, bez povrchovej úpravy

Skrutka so zápustnou hlavou a štvorhranným krkom DIN 608, oceľ 10.9, bez povrchovej úpravy

Šesťhranná skrutka, plný závit, spojky SB, DIN EN 15048-1

Bočné strihacie kliešte VDE, DIN ISO 5749 IEC 60900

Skladací meter, vnútorné závesy

Súprava kovania kancelárskeho kontajneru OrgaAer

Šesťhranná matica

Plochá krytka, pre šesťcípy otvor a upnutie AW

Napínacia pružina s dvomi očkami DIN 2097, drôt z pružinovej ocele, pozinkovaná oceľ