





Fréza Speedcut Inox z pevného karbidu, veľmi dlhá XL, voliteľná, štvorčepeľová, nerovnomerný gradient uhla skrútenia, skľučovadlo stroja HA
Stopková fréza SC WN Z4 4xD/2xD 39-42 ° HA TiAlN-S
FREZA-VHM-SP-DIN6527L-IX-EL-TNS-HA-D5,0
Obj. č. 5443300801
EAN 4055375919460



























Zaregistrujte sa s vaším IČO, aby ste videli ceny a mohli u nás nakupovať.
Hárky údajov(X)

 | |
Kód výrobku | 7267 |
Materiály určené na spracovanie | Oceľ, Ušľachtilá oceľ, Titán, Hliník, GFK |
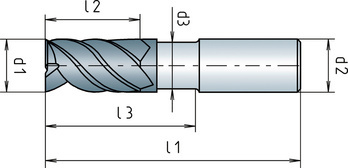
Priemer (d1) | 5 mm |
Priemer stopky (d2) | 6 mm |
Svetlá výška (d3) | 4,7 mm |
Normy | CS |
Konštrukčná dĺžka | Mimoriadne dlhý |
Tvar drieku | Valcovité DIN6535-HA |
Rezný materiál | SC |
Povrch | TiAlN-S |
Prívod chladiva | Vonkajší |
Uhol otočenia | 39 – 42° |
Dĺžka (l1) | 62 mm |
Dĺžka reznej hrany (l2) | 13 mm |
Voľná dĺžka (l3) | 26 mm |
Počet ostrí (Z) | 4 KS |
Rohová skosená hrana | 0,25 mm |
Tolerancia priemeru rezania | h10 |
Tolerancia priemeru drieku | h6 |
Materiálová podskupina | Všeobecné štrukturálne ocele, Nezliatinové mäkčené ocele < 1000 N/mm², Zliatinové mäkčené ocele < 1000 N/mm², Nitridované ocele < 1300 N/mm², Nehrdzavejúce ocele < 850 N/mm², Nehrdzavejúce ocele > 850 N/mm², Titán, Titánové zliatiny, Hliník, FVK |
| Popis | ||
| L = vzduch | ae = 0,1 x d1 | |
| E = emulzia | ||
| vc = rezná rýchlosť [m/min] | ||
| fz = posuv na zub [mm/z] | ap = 1,5 x d1 | |
| ae = hrúbka rezu (radiálna) | ||
| ap = hrúbka rezu (axiálna) | ||
| Uvedené rýchlosti rezania sa vzťahujú na všetky typy nástrojov v súlade s normou DIN 6527K alebo DIN6527L. V prípade stopkových fréz série XL sa odporúča znížiť rýchlosť rezania o 30 %. | ||
| Hodnoty rezania pre hrubovanie drážok | ||||||||||
| Pre priemer 5 – 20 | ||||||||||
| Označenie materiálu | Pevnosť v ťahu | Chladenie | vc | fz | ||||||
| Priemer 5 | Priemer 6 | Priemer 8 | Priemer 10 | Priemer 12 | Priemer 16 | Priemer 20 | ||||
| Všeobecné konštrukčné ocele | < 500 N/mm² | L + E | 210 | 0,032 | 0,036 | 0,045 | 0,059 | 0,072 | 0,086 | 0,104 |
| 500 – 850 N/mm² | L + E | 170 | 0,027 | 0,032 | 0,045 | 0,054 | 0,068 | 0,081 | 0,095 | |
| Obrábacie ocele | < 850 N/mm² | L + E | 170 | 0,027 | 0,032 | 0,045 | 0,054 | 0,063 | 0,081 | 0,095 |
| 850 – 1000 N/mm² | L + E | 160 | 0,023 | 0,027 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 | |
| Nelegované temperované ocele | < 700 N/mm² | L + E | 165 | 0,032 | 0,036 | 0,045 | 0,059 | 0,072 | 0,086 | 0,104 |
| 700 – 850 N/mm² | L + E | 165 | 0,027 | 0,032 | 0,045 | 0,054 | 0,068 | 0,081 | 0,095 | |
| 850 – 1000 N/mm² | L + E | 165 | 0,023 | 0,027 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 | |
| Legované temperované ocele | 850 – 1000 N/mm² | L + E | 160 | 0,023 | 0,027 | 0,036 | 0,050 | 0,054 | 0,072 | 0,090 |
| 1000 – 1200 N/mm² | L + E | 140 | 0,023 | 0,027 | 0,036 | 0,045 | 0,050 | 0,054 | 0,072 | |
| Nelegované cementované ocele | < 750 N/mm² | L + E | 210 | 0,032 | 0,036 | 0,045 | 0,059 | 0,072 | 0,855 | 0,104 |
| Legované cementované ocele | < 1000 N/mm² | L + E | 160 | 0,023 | 0,027 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 |
| 1000 – 1200 N/mm² | L + E | 140 | 0,023 | 0,027 | 0,036 | 0,045 | 0,054 | 0,063 | 0,072 | |
| Nitridačné ocele | < 1000 N/mm² | L + E | 160 | 0,023 | 0,027 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 |
| 1000 – 1200 N/mm² | L + E | 140 | 0,023 | 0,027 | 0,032 | 0,041 | 0,045 | 0,054 | 0,072 | |
| Nástrojové ocele | < 850 N/mm² | L + E | 170 | 0,023 | 0,027 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 |
| 850 – 1100 N/mm² | L + E | 160 | 0,020 | 0,023 | 0,032 | 0,045 | 0,054 | 0,063 | 0,081 | |
| Rýchlorezné ocele | 850 – 1200 N/mm² | L + E | 95 | 0,023 | 0,027 | 0,036 | 0,045 | 0,054 | 0,063 | 0,081 |
| Pružinové ocele | < 1200 N/mm² | L + E | 95 | 0,018 | 0,023 | 0,027 | 0,036 | 0,041 | 0,045 | 0,630 |
| Nehrdzavejúce ocele, sírené | < 700 N/mm² | E | 115 | 0,023 | 0,027 | 0,036 | 0,050 | 0,059 | 0,072 | 0,081 |
| Nehrdzavejúce ocele, austenitické | < 700 N/mm² | E | 110 | 0,023 | 0,027 | 0,036 | 0,045 | 0,054 | 0,063 | 0,072 |
| < 850 N/mm² | E | 95 | 0,023 | 0,027 | 0,036 | 0,045 | 0,054 | 0,063 | 0,072 | |
| Nehrdzavejúce ocele, martenzitické | < 1100 N/mm² | E | 80 | 0,023 | 0,027 | 0,036 | 0,045 | 0,054 | 0,063 | 0,072 |
| Špeciálne zliatiny | < 1200 N/mm² | E | 65 | 0,018 | 0,023 | 0,032 | 0,041 | 0,045 | 0,059 | 0,072 |
| Titán, titánové zliatiny | < 850 N/mm² | E | 65 | 0,023 | 0,027 | 0,036 | 0,045 | 0,054 | 0,063 | 0,081 |
| Liatina | < 180 HB | - | 145 | 0,027 | 0,036 | 0,045 | 0,068 | 0,081 | 0,099 | 0,117 |
| < 180 HB | - | 115 | 0,027 | 0,032 | 0,036 | 0,054 | 0,059 | 0,072 | 0,090 | |
| Vločkový grafit, kujné železo | < 180 HB | - | 115 | 0,027 | 0,032 | 0,036 | 0,054 | 0,059 | 0,072 | 0,090 |
| > 260 HB | E | 95 | 0,027 | 0,032 | 0,036 | 0,054 | 0,059 | 0,072 | 0,090 | |
| Hodnoty rezania pre dokončovacie obrábanie obrysov | ||||||||||
| Pre priemer 5 – 20 | ||||||||||
| Označenie materiálu | Pevnosť v ťahu | Chladenie | vc | fz | ||||||
| Priemer 5 | Priemer 6 | Priemer 8 | Priemer 10 | Priemer 12 | Priemer 16 | Priemer 20 | ||||
| Všeobecné konštrukčné ocele | < 500 N/mm² | L + E | 300 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 | 0,080 | 0,100 |
| 500 – 850 N/mm² | L + E | 235 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 | 0,075 | 0,090 | |
| Obrábacie ocele | < 850 N/mm² | L + E | 235 | 0,025 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | 0,090 |
| 850 – 1000 N/mm² | L + E | 230 | 0,020 | 0,025 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 | |
| Nelegované temperované ocele | < 700 N/mm² | L + E | 260 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 | 0,075 | 0,090 |
| 700 – 850 N/mm² | L + E | 235 | 0,025 | 0,030 | 0,040 | 0,045 | 0,060 | 0,075 | 0,090 | |
| 850 – 1000 N/mm² | L + E | 230 | 0,020 | 0,025 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 | |
| Legované temperované ocele | 850 – 1000 N/mm² | L + E | 220 | 0,020 | 0,025 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| 1000 – 1200 N/mm² | L + E | 190 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Nelegované cementované ocele | < 750 N/mm² | L + E | 300 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 | 0,080 | 0,100 |
| Legované cementované ocele | < 1000 N/mm² | L + E | 230 | 0,020 | 0,025 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| 1000 – 1200 N/mm² | L + E | 190 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Nitridačné ocele | < 1000 N/mm² | L + E | 230 | 0,020 | 0,025 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| 1000 – 1200 N/mm² | L + E | 190 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Nástrojové ocele | < 850 N/mm² | L + E | 240 | 0,020 | 0,025 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| 850 – 1100 N/mm² | L + E | 230 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Rýchlorezné ocele | 850 – 1200 N/mm² | L + E | 130 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| Pružinové ocele | < 1200 N/mm² | L + E | 130 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| Nehrdzavejúce ocele, sírené | < 700 N/mm² | E | 160 | 0,020 | 0,025 | 0,035 | 0,045 | 0,055 | 0,065 | 0,080 |
| Nehrdzavejúce ocele, austenitické | < 700 N/mm² | E | 140 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| < 850 N/mm² | E | 130 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Nehrdzavejúce ocele, martenzitické | < 1100 N/mm² | E | 115 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| Špeciálne zliatiny | < 1200 N/mm² | E | 90 | 0,020 | 0,025 | 0,030 | 0,040 | 0,045 | 0,055 | 0,065 |
| Titán, titánové zliatiny | < 850 N/mm² | E | 90 | 0,016 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| Liatina | < 180 HB | - | 205 | 0,030 | 0,040 | 0,050 | 0,065 | 0,080 | 0,095 | 0,115 |
| < 180 HB | - | 130 | 0,028 | 0,035 | 0,045 | 0,060 | 0,075 | 0,090 | 0,110 | |
| Vločkový grafit, kujné železo | < 180 HB | - | 160 | 0,030 | 0,040 | 0,050 | 0,065 | 0,080 | 0,095 | 0,115 |
| > 260 HB | E | 130 | 0,028 | 0,035 | 0,045 | 0,060 | 0,075 | 0,090 | 0,110 | |
| Popis | ||
| L = vzduch | ae = 0,5 x d1 | |
| E = emulzia | ||
| vc = rezná rýchlosť [m/min] | ||
| fz = posuv na zub [mm/z] | ap = 1,0 x d1 | |
| ae = hrúbka rezu (radiálna) | ||
| ap = hrúbka rezu (axiálna) | ||
| Uvedené rýchlosti rezania sa vzťahujú na všetky typy nástrojov v súlade s normou DIN 6527K alebo DIN6527L. V prípade stopkových fréz série XL sa odporúča znížiť rýchlosť rezania o 30 %. | ||
| Hodnoty rezania pre hrubovanie obrysov | ||||||||||
| Pre priemer 5 – 20 | ||||||||||
| Označenie materiálu | Pevnosť v ťahu | Chladenie | vc | fz | ||||||
| Priemer 5 | Priemer 6 | Priemer 8 | Priemer 10 | Priemer 12 | Priemer 16 | Priemer 20 | ||||
| Všeobecné konštrukčné ocele | < 500 N/mm² | L + E | 235 | 0,035 | 0,040 | 0,050 | 0,065 | 0,080 | 0,095 | 0,115 |
| 500 – 850 N/mm² | L + E | 190 | 0,030 | 0,035 | 0,050 | 0,060 | 0,075 | 0,090 | 0,105 | |
| Obrábacie ocele | < 850 N/mm² | L + E | 190 | 0,030 | 0,035 | 0,050 | 0,060 | 0,070 | 0,090 | 0,105 |
| 850 – 1000 N/mm² | L + E | 180 | 0,025 | 0,030 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 | |
| Nelegované temperované ocele | < 700 N/mm² | L + E | 185 | 0,035 | 0,040 | 0,050 | 0,065 | 0,080 | 0,095 | 0,115 |
| 700 – 850 N/mm² | L + E | 185 | 0,030 | 0,035 | 0,050 | 0,060 | 0,075 | 0,090 | 0,105 | |
| 850 – 1000 N/mm² | L + E | 185 | 0,025 | 0,030 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 | |
| Legované temperované ocele | 850 – 1000 N/mm² | L + E | 180 | 0,025 | 0,030 | 0,040 | 0,055 | 0,060 | 0,080 | 0,100 |
| 1000 – 1200 N/mm² | L + E | 155 | 0,025 | 0,030 | 0,040 | 0,050 | 0,055 | 0,060 | 0,080 | |
| Nelegované cementované ocele | < 750 N/mm² | L + E | 235 | 0,035 | 0,040 | 0,050 | 0,065 | 0,080 | 0,950 | 0,115 |
| Legované cementované ocele | < 1000 N/mm² | L + E | 180 | 0,025 | 0,030 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 |
| 1000 – 1200 N/mm² | L + E | 155 | 0,025 | 0,030 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Nitridačné ocele | < 1000 N/mm² | L + E | 180 | 0,025 | 0,030 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 |
| 1000 – 1200 N/mm² | L + E | 155 | 0,025 | 0,030 | 0,035 | 0,045 | 0,050 | 0,060 | 0,080 | |
| Nástrojové ocele | < 850 N/mm² | L + E | 190 | 0,025 | 0,030 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 |
| 850 – 1100 N/mm² | L + E | 180 | 0,022 | 0,025 | 0,035 | 0,050 | 0,060 | 0,070 | 0,090 | |
| Rýchlorezné ocele | 850 – 1200 N/mm² | L + E | 105 | 0,025 | 0,030 | 0,040 | 0,050 | 0,060 | 0,070 | 0,090 |
| Pružinové ocele | < 1200 N/mm² | L + E | 105 | 0,020 | 0,025 | 0,030 | 0,040 | 0,045 | 0,050 | 0,070 |
| Nehrdzavejúce ocele, sírené | < 700 N/mm² | E | 130 | 0,025 | 0,030 | 0,040 | 0,055 | 0,065 | 0,080 | 0,090 |
| Nehrdzavejúce ocele, austenitické | < 700 N/mm² | E | 120 | 0,025 | 0,030 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 |
| < 850 N/mm² | E | 105 | 0,025 | 0,030 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Nehrdzavejúce ocele, martenzitické | < 1100 N/mm² | E | 90 | 0,025 | 0,030 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 |
| Špeciálne zliatiny | < 1200 N/mm² | E | 70 | 0,020 | 0,025 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| Titán, titánové zliatiny | < 850 N/mm² | E | 70 | 0,025 | 0,030 | 0,040 | 0,050 | 0,060 | 0,070 | 0,090 |
| Liatina | < 180 HB | - | 160 | 0,030 | 0,040 | 0,050 | 0,075 | 0,090 | 0,110 | 0,130 |
| < 180 HB | - | 130 | 0,030 | 0,035 | 0,040 | 0,060 | 0,065 | 0,080 | 0,100 | |
| Vločkový grafit, kujné železo | < 180 HB | - | 130 | 0,030 | 0,035 | 0,040 | 0,060 | 0,065 | 0,080 | 0,100 |
| > 260 HB | E | 105 | 0,030 | 0,035 | 0,040 | 0,060 | 0,065 | 0,080 | 0,100 | |
| Popis | ||
| L = vzduch | ae = 1 x d1 | |
| E = emulzia | ||
| vc = rezná rýchlosť [m/min] | ||
| fz = posuv na zub [mm/z] | ap = 1 x d1 | |
| ae = hrúbka rezu (radiálna) | ||
| ap = hrúbka rezu (axiálna) | ||
| Navrhované hodnoty rezania sú referenčné hodnoty a je potrebné ich prispôsobiť na základe príslušných podmienok. | ||
Naposledy pozreté

Kotva na vysoké zaťaženie so zápustnou skrutkou

Šesťhranná skrutka so závitom až po hlavu

Skrutka s vnútorným šesťhranom s nízkou valcovou hlavou DIN 6912, oceľ 8.8, pozinkovaná, modro pasivovaná (A2K)

Šesťhranná skrutka so závitom až po hlavu ISO 4017, oceľ 8.8, pozinkovaná, modrá pasivovaná (A2K)

trakové Monterky CETUS

Ručný závitník, kužeľový závitník HSS DIN 352

Brúsny kotúč Useit Superpad pre vozidlá

Úderový Nástrčný kľúč 1/2" šesťhran, metrický, krátky

Skrutka s guľovitou hlavou štvorhranným krkom

Skrutka so zápustnou hlavou s vnútorným šesťhranom ISO 10642, oceľ 10.9, obyčajná