





Fréza na T-drážky HSCo DIN 851AB
Fréza na T-drážky HSCo, DIN 851AB, Z6-10, typ NF
FREZA-T-MATICE-DIN851AB-NF-HSCO-D16,0MM
Obj. č. 5443600382
EAN 4055375875513




















Zaregistrujte sa s vaším IČO, aby ste videli ceny a mohli u nás nakupovať.
Hárky údajov(X)

 | |
Kód výrobku | 1504 |
Materiály určené na spracovanie | Oceľ, Liatina, Ušľachtilá oceľ, Titán, Meď, Mosadz, plast |
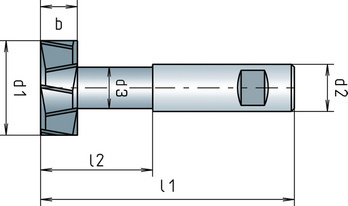
Priemer (d1) | 16 mm |
Šírka reznej stopy (b) | 8 |
Priemer stopky (d2) | 10 mm |
Priemer hrdla | 7 mm |
Dĺžka (l1) | 62 mm |
Dĺžka krku (l2) | 21 mm |
Počet ostrí | 6 KS |
Tvar drieku | Valcovité DIN1835-B |
Rezný materiál | HSCo |
Povrch | Bez povrchovej úpravy |
Uhol otočenia | 20° |
Tolerancia priemeru rezania | d11 |
Tolerancia priemeru drieku | h6 |
Materiálová podskupina | Všeobecné štrukturálne ocele, Nezliatinové mäkčené ocele < 1000 N/mm², Zliatinové mäkčené ocele < 1000 N/mm², Nitridované ocele < 1300 N/mm², Sivá liatina, Temperovaná liatina, Nehrdzavejúce ocele < 850 N/mm², Nehrdzavejúce ocele > 850 N/mm², Titán, Titánové zliatiny, Meď, Mosadz, Plasty |
| Hodnoty rezania pre hrubovanie drážok | ||||||||
| Pre priemer 12,5 až 45 | ||||||||
| Označenie materiálu | Pevnosť v ťahu | Chladenie | vc | fz | ||||
| Priemery 12,5 až 15,9 | Priemer 16 až 19,9 | Priemer 20 až 23,9 | Priemer 24 až 31,9 | Priemery 32 až 45 | ||||
| Všeobecné konštrukčné ocele | < 500 N/mm² | E | 28 | 0,030 | 0,034 | 0,042 | 0,048 | 0,067 |
| 500 – 850 N/mm² | E | 23 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 | |
| Uhlíkové ocele | < 850 N/mm² | E | 26 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 |
| 850 – 1000 N/mm² | E | 20 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 | |
| Tepelne opracované nelegované ocele | < 700 N/mm² | E | 25 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 |
| 700 – 850 N/mm² | E | 23 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 | |
| 850 – 1000 N/mm² | E | 18 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 | |
| Tepelne opracované legované ocele | 850 – 1000 N/mm² | E | 17 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 |
| 1000 – 1200 N/mm² | E | 14 | 0,030 | 0,034 | 0,042 | 0,048 | 0,067 | |
| Nelegované cementované ocele | < 750 N/mm² | E | 23 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 |
| Legované cementované ocele | < 1000 N/mm² | E | 17 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 |
| 1000 – 1200 N/mm² | E | 14 | 0,030 | 0,034 | 0,042 | 0,048 | 0,067 | |
| Nitridačné ocele | < 1000 N/mm² | E | 17 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 |
| 1000 – 1200 N/mm² | E | 14 | 0,030 | 0,034 | 0,042 | 0,048 | 0,067 | |
| Nástrojové ocele | < 850 N/mm² | E | 20 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 |
| 850 – 1100 N/mm² | E | 12 | 0,030 | 0,034 | 0,042 | 0,048 | 0,067 | |
| 1100 – 1400 N/mm² | E | 7 | 0,030 | 0,034 | 0,042 | 0,048 | 0,067 | |
| Vysokorýchlostné ocele | 850 – 1200 N/mm² | E | 6 | 0,030 | 0,034 | 0,042 | 0,048 | 0,067 |
| Stavebná oceľ odolná voči opotrebovaniu | 1350 N/mm² | E | 7 | 0,030 | 0,034 | 0,042 | 0,048 | 0,067 |
| Pružinové ocele | < 1200 N/mm² | E | 6 | 0,030 | 0,034 | 0,042 | 0,048 | 0,067 |
| Nehrdzavejúce ocele, sírené | < 700 N/mm² | E | 18 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 |
| Nehrdzavejúce ocele, austenitické | < 700 N/mm² | E | 14 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 |
| < 850 N/mm² | E | 9 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 | |
| Nehrdzavejúce ocele, martenzitické | < 1100 N/mm² | E | 7 | 0,030 | 0,034 | 0,042 | 0,048 | 0,067 |
| Liatina | < 180 HB | - | 26 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 |
| > 180 HB | - | 23 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 | |
| Nodulárny grafit, tvárne železo | > 180 HB | - | 20 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 |
| > 260 HB | E | 14 | 0,025 | 0,030 | 0,037 | 0,042 | 0,060 | |
| Titán, titánové zliatiny | < 850 N/mm² | E | 7 | 0,030 | 0,034 | 0,042 | 0,048 | 0,067 |
| Meď, nízkolegovaná | < 350 N/mm² | E | 55 | 0,049 | 0,055 | 0,066 | 0,075 | 0,106 |
| Mosadz, krátke triesky | < 600 N/mm² | - | 55 | 0,049 | 0,055 | 0,066 | 0,075 | 0,106 |
| Mosadz, dlhé triesky | < 600 N/mm² | - | 37 | 0,049 | 0,055 | 0,066 | 0,075 | 0,106 |
| Bronz, krátke triesky | < 600 N/mm² | - | 37 | 0,049 | 0,055 | 0,066 | 0,075 | 0,106 |
| 650 – 850 N/mm² | - | 28 | 0,049 | 0,055 | 0,066 | 0,075 | 0,106 | |
| Bronz, dlhé triesky | < 850 N/mm² | E | 23 | 0,049 | 0,055 | 0,066 | 0,075 | 0,106 |
| 850 – 1200 N/mm² | E | 14 | 0,054 | 0,060 | 0,072 | 0,082 | 0,115 | |
| Kľúč | ||
| E = emulzia | ae = 1 x d1 | |
| vc = rezná rýchlosť [m/min] | ||
| fz = posuv na zub [mm/t] | ap = 1 x d1 | |
| ae = hrúbka rezu (radiálna) | ||
| ap = hrúbka rezu (axiálna) | ||
| Navrhované hodnoty rezania sú referenčné hodnoty a je potrebné ich prispôsobiť na základe príslušných podmienok. | ||
Naposledy pozreté

Polokošeľa

Závlačka

Šesťhranná skrutka so stopkou ISO 4014, oceľ 10.9, obyčajná

Brúsny blok Na opravy pneumatík

Brúsny papier, vodeodolný

Predrezávač zo spekaného karbidu Speedcut, 35°, hliník, dlhý, voliteľný, vrták s tromi reznými hranami, nerovnomerný gradient uhla skrútenia

Skrutka so šošovkovou hlavou a krížovou drážkou Z

Sprej na neutralizáciu hrdze

Skrutka so zápustnou hlavou a vnútorným šesťhranom ISO 10642, nehrdzavejúca oceľ A2-070, bez povrchovej úpravy

Zatláčaná káblová prípojka, prstencový tvar Polyamid, izolovaný