





Fréza zo spekaného karbidu SPEEDCUT Ultra HRC XL HA
St. fréza SC Ultra HRC WN 3xD/3xD 50° HA TiAlN-S
FREZA-VHM-SP-WNXL-HS-EL-TNS-HA-D12,0MM
Obj. č. 5443300877
EAN 4055375919705


















Zaregistrujte sa s vaším IČO, aby ste videli ceny a mohli u nás nakupovať.
Hárky údajov(X)

 | |
Kód výrobku | 7287 |
Materiály určené na spracovanie | Liatina, Tvrdý apevný materiál |
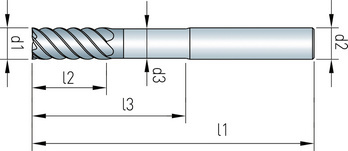
Priemer (d1) | 12 mm |
Priemer stopky (d2) | 12 mm |
Normy | CS |
Konštrukčná dĺžka | Mimoriadne dlhý |
Tvar drieku | Valcovité DIN6535-HA |
Rezný materiál | SC |
Povrch | TiAlN-S |
Prívod chladiva | Vonkajší |
Uhol otočenia | 50° |
Dĺžka (l1) | 95 mm |
Dĺžka reznej hrany (l2) | 38 mm |
Počet ostrí (Z) | 6 KS |
Rohová skosená hrana | 0,05 mm |
Tolerancia priemeru rezania | e8 |
Tolerancia priemeru drieku | h5 |
Materiálová podskupina | Zliatinové mäkčené ocele < 1000 N/mm², Nitridované ocele < 1300 N/mm², Sivá liatina, Temperovaná liatina, Ocele > 45 HRC |
| Hodnoty rezania pre dokončovacie obrábanie obrysov | ||||||
| Pre priemer 12 – 20 | ||||||
| Označenie materiálu | Pevnosť v ťahu | Chladenie | vc | fz | ||
| Priemer 12 | Priemer 16 | Priemer 20 | ||||
| Všeobecné konštrukčné ocele | < 500 N/mm² | L + E | 330 | 0,065 | 0,080 | 0,100 |
| 500 – 850 N/mm² | L + E | 260 | 0,065 | 0,075 | 0,090 | |
| Obrábacie ocele | < 850 N/mm² | L + E | 260 | 0,060 | 0,075 | 0,090 |
| 850 – 1000 N/mm² | L + E | 255 | 0,050 | 0,065 | 0,080 | |
| Nelegované temperované ocele | < 700 N/mm² | L + E | 290 | 0,065 | 0,075 | 0,090 |
| 700 – 850 N/mm² | L + E | 260 | 0,060 | 0,075 | 0,090 | |
| 850 – 1000 N/mm² | L + E | 255 | 0,050 | 0,065 | 0,080 | |
| Legované temperované ocele | 850 – 1000 N/mm² | L + E | 240 | 0,050 | 0,065 | 0,080 |
| 1000 – 1200 N/mm² | L + E | 210 | 0,050 | 0,060 | 0,075 | |
| Nelegované cementované ocele | < 750 N/mm² | L + E | 330 | 0,065 | 0,080 | 0,100 |
| Legované cementované ocele | < 1000 N/mm² | L + E | 255 | 0,050 | 0,065 | 0,080 |
| 1000 – 1200 N/mm² | L + E | 210 | 0,050 | 0,060 | 0,075 | |
| Nitridačné ocele | < 1000 N/mm² | L + E | 255 | 0,050 | 0,065 | 0,080 |
| 1000 – 1200 N/mm² | L + E | 210 | 0,050 | 0,060 | 0,075 | |
| Nástrojové ocele | < 850 N/mm² | L + E | 265 | 0,050 | 0,065 | 0,080 |
| 850 – 1100 N/mm² | L + E | 255 | 0,050 | 0,060 | 0,075 | |
| Rýchlorezné ocele | 850 – 1200 N/mm² | L + E | 145 | 0,050 | 0,060 | 0,075 |
| Pružinové ocele | < 1200 N/mm² | L + E | 145 | 0,050 | 0,060 | 0,075 |
| Nehrdzavejúce ocele, sírené | < 700 N/mm² | E | 175 | 0,055 | 0,065 | 0,080 |
| Nehrdzavejúce ocele, austenitické | < 700 N/mm² | E | 155 | 0,050 | 0,060 | 0,075 |
| < 850 N/mm² | E | 145 | 0,050 | 0,060 | 0,075 | |
| Nehrdzavejúce ocele, martenzitické | < 1100 N/mm² | E | 130 | 0,050 | 0,060 | 0,075 |
| Špeciálne zliatiny | < 1200 N/mm² | E | 100 | 0,045 | 0,055 | 0,065 |
| Titán, titánové zliatiny | < 850 N/mm² | E | 100 | 0,050 | 0,060 | 0,075 |
| Liatina | < 180 HB | - | 225 | 0,080 | 0,095 | 0,115 |
| < 180 HB | - | 145 | 0,075 | 0,090 | 0,110 | |
| Vločkový grafit, kujné železo | < 180 HB | - | 175 | 0,080 | 0,095 | 0,115 |
| > 260 HB | E | 145 | 0,075 | 0,090 | 0,110 | |
| Popis | ||
| T = suché | ae = 0,02 x d1 | |
| vc = rezná rýchlosť [m/min] | ||
| fz = posuv na zub [mm/z] | ap = 1,5 x d1 | |
| ae = hrúbka rezu (radiálna) | ||
| ap = hrúbka rezu (axiálna) | ||
| Uvedené rýchlosti rezania sa vzťahujú na všetky typy nástrojov v súlade s normou DIN 6527K alebo DIN6527L. V prípade stopkových fréz série XL sa odporúča znížiť rýchlosť rezania o 30 %. | ||
Naposledy pozreté

Pásková poistka, DIN 72581, plastová

Vložka s vymeniteľným jadrom pre uzamykací systém MS 5000

Permanentné mazivo HHS® 100

Bodový oddeľovací sekáč Pre pneumatické sekacie kladivá

Kužeľový kľúč s pogumovanou rukoväťou

Šesťhranná skrutka so závitom až po hlavu ISO 4017, oceľ, trieda pevnosti 8,8, lamelové zinkovanie, strieborná (ZFSHL)

Hadica s adaptérom AdBlue

Nástrčný kľúč 3/8" metrický, šesťhranný, krátky

Podložka Belleville

Skrutka s vnútorným šesťhranom s nízkou hlavou DIN 7984, nehrdzavejúca oceľ A4-070, bez povrchovej úpravy