





HPC Speedcut 4.0 Universal end mill, long, optional, four blades, uneven angle of twist gradient, with internal cooling, HB shank
End mill SC4.0 Uni DIN 6527L 3xD/2xD IC Twind HB
MILL-SP-HPC-4.0-L-UV-TD-FG-TN-IK-HB-D8






























Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 8537 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Hard and tough material, Non-ferrous metal |
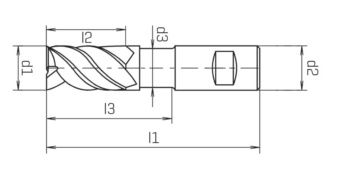
Diameter (d1) | 8 mm |
Shank diameter (d2) | 8 mm |
Clearance diameter (d3) | 7.5 mm |
Standards | DIN 6527 |
Construction length | Long |
Shank style | Cylindrical DIN 6535-HB |
Cutting material | SC |
Surface | TWINDUR |
Coolant supply | Internal |
Twist angle | 35-38° |
Length (l1) | 63 mm |
Cutting edge length (l2) | 19 mm |
Clearance length (l3) | 27 mm |
Number of cutting edges (Z) | 4 PCS |
Corner chamfer | 0.25 mm |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Steels > 45 HRC, Copper, Brass, Aluminium |
| Cutting values for finishing contour |
| Cutting values for finishing contour |
| Cutting values for roughing groove |
| Cutting values for roughing contour |
| Cutting values for roughing contour |
| Cutting values for roughing groove |
Last viewed

FLAP DISC FOR STEEL AND STAINLESS STEEL

Speedcut Universal solid carbide end mill, short, optional, four blades, uneven angle of twist gradient, HB shank

Vionaro H185 frame clear shape and 13 mm thin design

Cheese head screw With hexagon socket
Cheese head screw With hexagon socket

HSCo8 end mill, extra short, centre-cutting

Stretch X vest

Stretch X dungarees

1/2 inch extension

Vacuum lifter with two movable heads