





HPT extra-short twist drill bit DIN 1897
Twist drill HSCo-PM DIN 1897 3xD type Forte TiAlN
DRL-SPRL-MET-DIN1897-TIALN-HPT-D2,9MM
Art.-no. 5443810002
EAN 4062856116980













Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 900 |
Material to be processed | Steel, Cast metal, Stainless steel |
Standard / drilling depth | DIN 1897 / 3xD |
Design | Extra short |
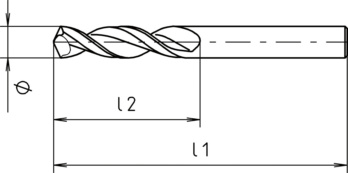
Diameter (Ø) | 2.9 mm |
Length (l1) | 49 mm |
Chip flute length (l2) | 18 mm |
Shank diameter | 2.9 mm |
Shank style | Cylindrical |
Surface | TiAlN |
Cutting material | HSCo-PM |
Angle of the tip | 130 Degree |
Suitable for tensile strength up to | 1300 N/mm² |
Material of sub-group | General structural steels, Non-alloyed tempering steels, Alloyed tempering steels, Nitriding steels, Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm² |
| Cutting values for HSS drill bits | |||||||
| For dia. 2.8 to dia. 12 | |||||||
| Material designation | Tensile strength | vc | f | ||||
| from | to | Dia. 2.8-4.9 | Dia. 5-7.9 | Dia. 8-11.9 | Dia. 12 | ||
| General structural steels | < 500 N/mm² | 70 | 90 | 0,050 | 0,130 | 0,220 | 0,270 |
| 500-850 N/mm² | 70 | 90 | 0,050 | 0,130 | 0,220 | 0,270 | |
| Carbon steels | < 850 N/mm² | 70 | 90 | 0,050 | 0,130 | 0,220 | 0,270 |
| 850-1000 N/mm² | 40 | 60 | 0,030 | 0,080 | 0,110 | 0,170 | |
| Unalloyed heat-treated steels | < 700 N/mm² | 40 | 60 | 0,030 | 0,080 | 0,110 | 0,170 |
| 700-850 N/mm² | 40 | 60 | 0,030 | 0,080 | 0,110 | 0,170 | |
| 850-1000 N/mm² | 40 | 50 | 0,030 | 0,060 | 0,100 | 0,150 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | 30 | 40 | 0,020 | 0,050 | 0,090 | 0,130 |
| 1000-1200 N/mm² | 30 | 40 | 0,020 | 0,050 | 0,090 | 0,130 | |
| Unalloyed case-hardening steels | < 750 N/mm² | 50 | 70 | 0,030 | 0,080 | 0,110 | 0,170 |
| Alloyed case-hardening steels | < 1000 N/mm² | 40 | 60 | 0,020 | 0,050 | 0,090 | 0,130 |
| 1000-1200 N/mm² | 40 | 50 | 0,020 | 0,050 | 0,090 | 0,130 | |
| Nitriding steels | < 1000 N/mm² | 30 | 40 | 0,020 | 0,050 | 0,090 | 0,130 |
| 1000-1200 N/mm² | 30 | 40 | 0,020 | 0,050 | 0,090 | 0,130 | |
| General structural steels | < 500 N/mm131 | 30 | 40 | 0,020 | 0,050 | 0,090 | 0,130 |
| 500-850 N/mm131 | 30 | 40 | 0,020 | 0,050 | 0,090 | 0,130 | |
| General structural steels | < 500 N/mm131 | 25 | 35 | 0,020 | 0,050 | 0,090 | 0,130 |
| 500-850 N/mm131 | 25 | 35 | 0,020 | 0,050 | 0,090 | 0,130 | |
| Carbon steels | < 850 N/mm131 | 10 | 20 | 0,020 | 0,050 | 0,090 | 0,130 |
| 850-1000 N/mm131 | 10 | 15 | 0,020 | 0,050 | 0,090 | 0,130 | |
| Stainless steels, sulphurated | < 700 N/mm² | 18 | 28 | 0,020 | 0,050 | 0,090 | 0,130 |
| Stainless steels, austenitic | < 700 N/mm² | 15 | 25 | 0,020 | 0,050 | 0,090 | 0,130 |
| < 850 N/mm² | 15 | 25 | 0,020 | 0,050 | 0,090 | 0,130 | |
| Stainless steels, martensitic | < 1100 N/mm² | 12 | 20 | 0,020 | 0,050 | 0,090 | 0,130 |
| Special alloys | < 1200 N/mm² | 10 | 15 | 0,020 | 0,050 | 0,090 | 0,130 |
| Cast iron | < 180 HB | 70 | 90 | 0,050 | 0,130 | 0,220 | 0,270 |
| > 180 HB | 50 | 70 | 0,040 | 0,110 | 0,170 | 0,220 | |
| Nodular graphite, malleable iron | > 180 HB | 70 | 90 | 0,050 | 0,130 | 0,220 | 0,270 |
| > 260 HB | 50 | 70 | 0,040 | 0,110 | 0,170 | 0,220 | |
| Key |
| vc = cutting speed [m/min] |
| f = feed [mm/r] |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
Last viewed

Oil cabinet with grating and collection tray

Replacement nozzles For pressure sprayers

Hexalobular-type cheese head screw ISO 14579, A2-070 stainless steel, plain

Letter punches

Shim ring WN 988 A2 stainless steel plain

Flat washer with chamfer ISO 7090, steel, 300 HV, zinc flake, silver (ZFSH)

Hexagon bolt with thread up to the head ISO 4017, steel 8.8, zinc-plated, blue passivated (A2K)

VARIFIX® Systemfix quick fastener

24 V Easy ABS/EBS repair plug For brake systems

Adhesive remover spray