





Jednostranná uhlová fréza HSS, DIN 842A Typ H
Jednostr. uhl. fréza HSS, DIN 842A, Z18-24, typ H
FREZA-CELNA-UHLOVA-DIN842A-HSS-D50X60°
Obj. č. 5443601262
EAN 4055375881903
















Zaregistrujte sa s vaším IČO, aby ste videli ceny a mohli u nás nakupovať.
Hárky údajov(X)

 | |
Kód výrobku | 3293 |
Materiály určené na spracovanie | Oceľ, Liatina, Ušľachtilá oceľ, Titán, Meď, Mosadz, plast |
Normy | DIN 842 |
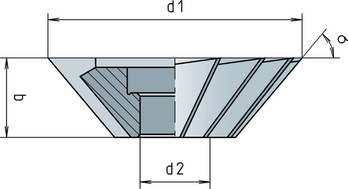
Koleno (σ) | 60 Stupeň |
Priemer (d1 (js16)) | 50 mm |
Šírka reznej stopy (b) | 16 |
Priemer otvoru (d2 (H7)) | 13 mm |
Počet ostrí (Z) | 16 KS |
Rezný materiál | HSS |
Povrch | Bez povrchovej úpravy |
Tolerancia priemeru rezania | js16 |
Druh upnutia | Spozdĺžnou drážkou DIN 138 |
Materiálová podskupina | Všeobecné štrukturálne ocele, Nezliatinové mäkčené ocele < 1000 N/mm², Zliatinové mäkčené ocele < 1000 N/mm², Nitridované ocele < 1300 N/mm², Sivá liatina, Temperovaná liatina, Nehrdzavejúce ocele < 850 N/mm², Nehrdzavejúce ocele > 850 N/mm², Titán, Titánové zliatiny, Meď, Mosadz, Plasty |
| Hodnoty rezania pre dokončovacie obrábanie kontúr | ||||||||
| Pre priemer 50 až 125 | ||||||||
| Označenie materiálu | Pevnosť v ťahu | Chladenie | vc | fz | ||||
| Priemer 50 | Priemer 63 | Priemer 80 | Priemer 100 | Priemer 125 | ||||
| Všeobecné konštrukčné ocele | < 500 N/mm² | E | 30 | 0,057 | 0,068 | 0,080 | 0,091 | 0,103 |
| 500 – 850 N/mm² | E | 25 | 0,050 | 0,060 | 0,070 | 0,080 | 0,090 | |
| Obrábacie ocele | < 850 N/mm² | E | 25 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 850 – 1000 N/mm² | E | 20 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Tepelne opracované nelegované ocele | < 700 N/mm² | E | 25 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 700 – 850 N/mm² | E | 25 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| 850 – 1000 N/mm² | E | 20 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Tepelne opracované legované ocele | 850 – 1000 N/mm² | E | 20 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 1000 – 1200 N/mm² | E | 17 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| Nelegované cementované ocele | < 750 N/mm² | E | 25 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| Legované cementované ocele | < 1000 N/mm² | E | 20 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 1000 – 1200 N/mm² | E | 17 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| Nitridačné ocele | < 1000 N/mm² | E | 20 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 1000 – 1200 N/mm² | E | 17 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| Nástrojové ocele | < 850 N/mm² | E | 25 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 850 – 1100 N/mm² | E | 17 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| 1100 – 1400 N/mm² | E | 12 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| Rýchlorezné ocele | 850 – 1200 N/mm² | E | 12 | 0,048 | 0,058 | 0,067 | 0,077 | 0,086 |
| Stavebná oceľ odolná voči opotrebovaniu | 1350 N/mm² | E | 8 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Pružinové ocele | < 1200 N/mm² | E | 8 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Nehrdzavejúce ocele, sírené | < 700 N/mm² | E | 25 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| Nehrdzavejúce ocele, austenitické | < 700 N/mm² | E | 25 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| < 850 N/mm² | E | 20 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Nehrdzavejúce ocele, martenzitické | < 1100 N/mm² | E | 17 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Špeciálne zliatiny | < 1200 N/mm² | E | 8 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Liatina | < 180 HB | - | 25 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| > 180 HB | - | 20 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Vločkový grafit, kujné železo | > 180 HB | - | 20 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| > 260 HB | E | 17 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Titán, titánové zliatiny | < 850 N/mm² | E | 12 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Meď, nízkolegovaná | < 350 N/mm² | E | 70 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| Mosadz, krátke triesky | < 600 N/mm² | - | 60 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| Mosadz, dlhé triesky | < 600 N/mm² | - | 60 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| Bronz, krátke triesky | < 600 N/mm² | - | 60 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| 650 – 850 N/mm² | - | 50 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 | |
| Bronz, dlhé triesky | < 850 N/mm² | E | 50 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| 850 – 1200 N/mm² | E | 40 | 0,068 | 0,082 | 0,095 | 0,109 | 0,122 | |
| Popis | |
| E = emulzia | |
| vc = rezná rýchlosť [m/min] | |
| fz = posuv na zub [mm/z] | |
| Navrhované hodnoty rezania sú referenčné hodnoty a je potrebné ich prispôsobiť na základe príslušných podmienok. | |
Naposledy pozreté

Skrutka s vnútorným šesťhranom a valcovou hlavou

Rezacie koliesko pre rezač rúr

Šesťhranná skrutka so závitom až po hlavu ISO 4017, oceľ, trieda pevnosti 8.8, zinkovo-niklová povrchová úprava, čierna (ZNBHL)

Valcová hlava s rovnou drážkou DIN 84, nehrdzavejúca oceľ A2, bez povrchovej úpravy

Lakový sprej matný

Stopková fréza z pevného karbidu, krátka, trojčepeľová

Valcová hlava s rovnou drážkou DIN 84, oceľ 4,8, pozinkovaná, modrá pasivovaná (A2K)

Šesťhranná skrutka so závitom až po hlavu DIN 933, nehrdzavejúca oceľ A2, bez povrchovej úpravy

Skrutka s vnútorným šesťhranom a valcovou hlavou Oceľ ISO 4762, 8.8 so strieborným pozinkovaním (ZFSHL)

Šesťhranná skrutka so stopkou a jemným závitom