





Machine tap Speedtap 4.0-Uni/Inox, spiral-fluted For metric ISO fine thread DIN 13
HSS/PM ST4.0 Uni DIN 374 6HX spiral grooved HD
MATAP-GRNDHO-ST4-HSCOPM-UNI-HD-MF12X1,0


















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 4619 |
Thread type | Metric fine thread |
Material to be processed | Steel, Cast metal, Stainless steel, Non-ferrous metal |
Hole type | Blind hole ≤ 3xD |
Thread type x nominal diameter | MF12 |
Pitch | 1.0 mm |
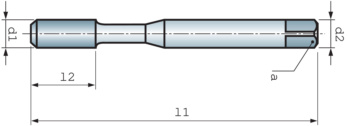
Length (l1) | 100 mm |
Thread length (l2) | 14 mm |
Shank diameter (d2) | 9 mm |
Size of square (a) | 7.0 mm |
Core hole diameter | 11.0 mm |
Number of teeth | 4 PCS |
Cutting material | HSCo-PM |
Standards | DIN 374 |
Surface | HARODUR |
Form | C |
Shank style | Cylindrical with square drive |
Tolerance of screw taps | ISO 2X (6HX) |
Tolerance of shank diameter | h9 |
Twist angle | 50° (right) |
Coolant supply | External |
Suitable for tensile strength up to | 1300 N/mm² |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Copper, Brass, Aluminium, Plastics |
Last viewed

Pan head tapping screw, shape C with AW drive

pias® drilling screw, raised countersunk head with H recessed head

Basic polo shirt

Centre-grooved dowel pins ISO 8742 steel zinc plated yellow

Washer ISO 7089 brass plain

Customer service sticker

Protective glove, knitted and coated Mapa Ultrane 500

Fixanchor W-FAZ/S

Hexagon Socket Head Cap Screw ISO 4762/DIN 912, steel 8.8, plain

Washer DIN 1441, steel, zinc-plated yellow (A2C), for bolt, product grade C