



Machine thread former Speedtap-Inox, with oil grooves For metric ISO fine thread DIN 13
HSCo thread mould DIN 2174 Inox 6HX TiN MF
MATAP-ST-GWF-IX-DIN2174-HSCO-TIN-MF16

















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 4783 |
Thread type | Metric fine thread |
Material to be processed | Steel, Stainless steel, Non-ferrous metal |
Hole type | Clearance/blind hole ≤ 3xD |
Thread type x nominal diameter | MF16 |
Pitch | 1.5 mm |
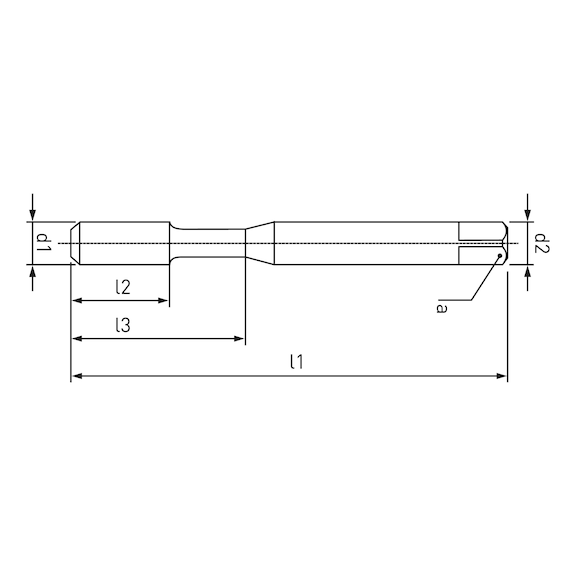
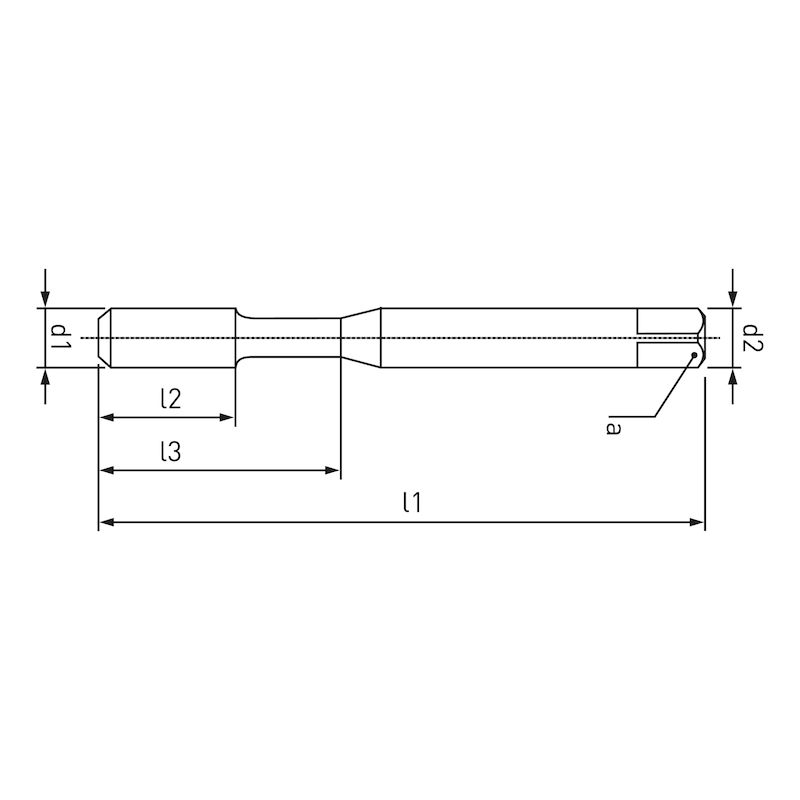
Length (l1) | 100 mm |
Thread length (l2) | 22 mm |
Shank diameter (d2) | 12 mm |
Size of square (a) | 9 mm |
Core hole diameter | 15.3 mm |
Number of teeth | 6 PCS |
Cutting material | HSCo |
Standards | DIN 2174 |
Surface | TiN |
Form | C |
Shank style | Cylindrical with square drive |
Tolerance of screw taps | ISO 2X (6HX) |
Tolerance of shank diameter | h9 |
Coolant supply | External |
Suitable for tensile strength up to | 1200 N/mm² |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Copper, Brass, Aluminium, Plastics |
Last viewed

Edge Sanding Belt

Countersunk screw with hexagon socket head ISO 10642, steel 8.8, zinc-plated, blue passivated (A2K)

Hexagonal bolt with shank

Universal ball joint puller, commercial vehicles

Aluminium clamping rods

Label holder For the plastic box

Hexagonal head fully threaded set screw DIN 933, steel 8.8, zinc-plated, yellow chromated (A3C)

VDE screwdriver For hexagon drive

Clamping pin/clamping sleeve, slotted, heavy-duty design ISO 8752 spring steel plain

E 6.3 PH bit (1/4 inch)