





Shell end mill HSCo DIN 841 type NF
Shell end mill HSCo DIN 841 Z6-10 30° type NF
SHELLENDMILL-DIN841-HSCO-NF-D35,0MM
Art.-no. 5443601131
EAN 4055375880906


















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 3116 |
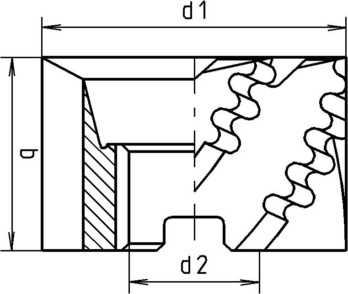
Diameter (d1 (js 16)) | 35 mm |
Height (b (k16)) | 35 mm |
Bore diameter (d2 (H7)) | 16 mm |
Number of cutting edges (Z) | 6 PCS |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Copper, Brass, Plastic |
Standards | DIN 841 |
Cutting material | HSCo |
Surface | Plain |
Twist angle | 30° |
Tool holding device | With crosswise and longitudinal slot DIN 138 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Copper, Brass, Plastics |
| Cutting values for roughing contour | ||||
| For dia. 35 to dia. 90 | ||||
| Material designation | Tensile strength | Cooling | vc | fz |
| Dia. 35 to dia. 90 | ||||
| General structural steels | < 500 N/mm² | E | 37 | 0,120 |
| 500-850 N/mm² | E | 30 | 0,106 | |
| Carbon steels | < 850 N/mm² | E | 34 | 0,106 |
| 850-1000 N/mm² | E | 26 | 0,106 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 33 | 0,106 |
| 700-850 N/mm² | E | 30 | 0,106 | |
| 850-1000 N/mm² | E | 24 | 0,106 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 22 | 0,106 |
| 1000-1200 N/mm² | E | 18 | 0,120 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 30 | 0,106 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 22 | 0,106 |
| 1000-1200 N/mm² | E | 18 | 0,120 | |
| Nitriding steels | < 1000 N/mm² | E | 22 | 0,106 |
| 1000-1200 N/mm² | E | 18 | 0,120 | |
| Tool steels | < 850 N/mm² | E | 26 | 0,106 |
| 850-1100 N/mm² | E | 16 | 0,120 | |
| 1100-1400 N/mm² | E | 9 | 0,120 | |
| High-speed steels | 850-1200 N/mm² | E | 8 | 0,120 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 9 | 0,120 |
| Spring steels | < 1200 N/mm² | E | 8 | 0,120 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 24 | 0,106 |
| Stainless steels, austenitic | < 700 N/mm² | E | 18 | 0,106 |
| < 850 N/mm² | E | 12 | 0,106 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 9 | 0,120 |
| Cast iron | < 180 HB | - | 34 | 0,106 |
| > 180 HB | - | 30 | 0,106 | |
| Nodular graphite, malleable iron | > 180 HB | - | 26 | 0,106 |
| > 260 HB | E | 18 | 0,106 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 9 | 0,120 |
| Copper, low-alloy | < 350 N/mm² | E | 73 | 0,188 |
| Brass, short-chipping | < 600 N/mm² | - | 73 | 0,188 |
| Brass, long-chipping | < 600 N/mm² | - | 49 | 0,188 |
| Bronze, short-chipping | < 600 N/mm² | - | 49 | 0,188 |
| 650-850 N/mm² | - | 37 | 0,188 | |
| Bronze, long-chipping | < 850 N/mm² | E | 30 | 0,188 |
| 850-1200 N/mm² | E | 18 | 0,204 | |
| Legend | ||
| E = emulsion | ae = 0.5xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
Last viewed

1/2 inch socket wrench insert metric, hexagon, long

Safety screw

Plumber's sealing screw, A2 stainless steel

VS TOP Spice spice rack for top cabinet

Hexagon head bolt DIN EN 14399-4, steel 10.9, hot-dip galvanised (hdg), for high-strength structural bolting assembly

Women's X-Finity T-shirt

CEE wall socket 250/400 V, 6 H

W-VI-A anchor rod zinc-plated steel

Twist drill bit HSS DIN 338 type RW

Hexagon nut with clamping piece (all-metal) ISO 7042, 10 steel with silver zinc-flake coating (ZFSHL)