





Solid carbide roughing cutter, triple blade, HA shank
End mill SC Alu WN-XL Z3 3xD/1.5xD 35° WR HA
RGHCTR-SP-DIN6527L-AL-SC-HA-D20,0MM
Art.-no. 5443300446
EAN 4055375917794




















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 7015 |
Material to be processed | Aluminium, Copper, Brass, Plastic |
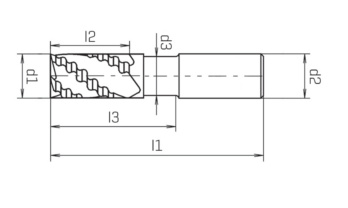
Diameter (d1) | 20 mm |
Shank diameter (d2) | 20 mm |
Clearance diameter (d3) | 19.5 mm |
Standards | CS |
Construction length | Long |
Shank style | Cylindrical DIN 6535-HA |
Cutting material | SC |
Surface | Plain |
Coolant supply | External |
Twist angle | 35° |
Length (l1) | 104 mm |
Cutting edge length (l2) | 31 mm |
Clearance length (l3) | 52 mm |
Number of cutting edges (Z) | 3 PCS |
Corner chamfer | 0.65 mm |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | Aluminium, Copper, Brass, Plastics |
| Cutting values for roughing groove | |||||||||
| For dia. 6 to dia. 20 | |||||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||||
| Dia. 6 | Dia. 8 | Dia. 10 | Dia. 12 | Dia. 16 | Dia. 20 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 500 | 0,110 | 0,140 | 0,160 | 0,180 | 0,220 | 0,280 |
| Aluminium, aluminium cast alloys < 10% Si | < 600 N/mm² | E | 475 | 0,110 | 0,140 | 0,160 | 0,180 | 0,220 | 0,280 |
| Aluminium, aluminium cast alloys > 10% Si | < 600 N/mm² | E | 250 | 0,092 | 0,140 | 0,200 | 0,24 | 0,300 | 0,38 |
| Copper, low-alloyed | < 350 N/mm² | E | 135 | 0,082 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 |
| Brass, short-chipping | < 600 N/mm² | E | 250 | 0,082 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 |
| Brass, long-chipping | < 600 N/mm² | E | 175 | 0,082 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 |
| Bronze, short-chipping | < 600 N/mm² | E | 175 | 0,082 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 |
| 650–850 N/mm² | E | 135 | 0,082 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 | |
| Bronze, long-chipping | < 850 N/mm² | E | 135 | 0,082 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 |
| 850–1200 N/mm² | E | 120 | 0,082 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 | |
| Plastics | Thermoplastic | E/T | 250 | 0,050 | 0,064 | 0,080 | 0,100 | 0,120 | 0,164 |
| Duroplastic | E/T | 250 | 0,050 | 0,064 | 0,080 | 0,100 | 0,120 | 0,164 | |
| Legend | ||
| T = dry | ae = 0.5xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing contour | |||||||||
| For dia. 6 to dia. 20 | |||||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||||
| Dia. 6 | Dia. 8 | Dia. 10 | Dia. 12 | Dia. 16 | Dia. 20 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 580 | 0,132 | 0,168 | 0,192 | 0,216 | 0,264 | 0,336 |
| Aluminium, aluminium cast alloys < 10% Si | < 600 N/mm² | E | 530 | 0,132 | 0,168 | 0,192 | 0,216 | 0,264 | 0,336 |
| Aluminium, aluminium cast alloys > 10% Si | < 600 N/mm² | E | 290 | 0,110 | 0,168 | 0,240 | 0,288 | 0,360 | 0,456 |
| Copper, low-alloyed | < 350 N/mm² | E | 160 | 0,098 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 |
| Brass, short-chipping | < 600 N/mm² | E | 290 | 0,098 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 |
| Brass, long-chipping | < 600 N/mm² | E | 205 | 0,098 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 |
| Bronze, short-chipping | < 600 N/mm² | E | 205 | 0,098 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 |
| 650–850 N/mm² | E | 170 | 0,098 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 | |
| Bronze, long-chipping | < 850 N/mm² | E | 170 | 0,098 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 |
| 850–1200 N/mm² | E | 145 | 0,098 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 | |
| Plastics | Thermoplastic | E/T | 250 | 0,050 | 0,064 | 0,080 | 0,100 | 0,120 | 0,164 |
| Duroplastic | E/T | 250 | 0,050 | 0,064 | 0,080 | 0,100 | 0,120 | 0,164 | |
| Legend | ||
| T = dry | ae = 1xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
Last viewed

FLEXEN® compact eccentric block

Toggle anchor W-KD-TB with washer, Hypalon sealing washer and hexagon nut, zinc plated steel

Grooved nut with fine thread DIN 1804, steel, zinc-plated, blue passivated (A2K)

Tapered pin, unhardened DIN 1, plain steel, unhardened, design A (ground)

Universal window sealing tape Euraseal U-305

Solid carbide multi-tooth finishing cutter Speedcut-Universal, extra long XL

CUT+COOL Perfect drilling and cutting oil

Reducer, brass Metric according to EN 60423

Hexagon Socket Head Cap Screw ISO 4762/DIN 912, steel 8.8, plain

Colour – blind rivets Round pan head