
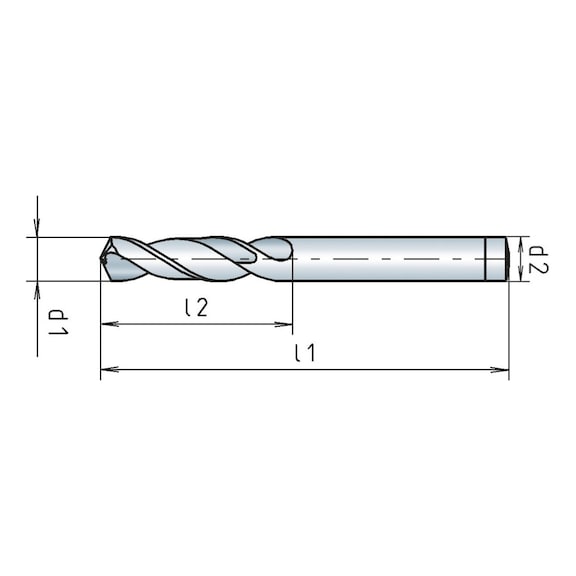



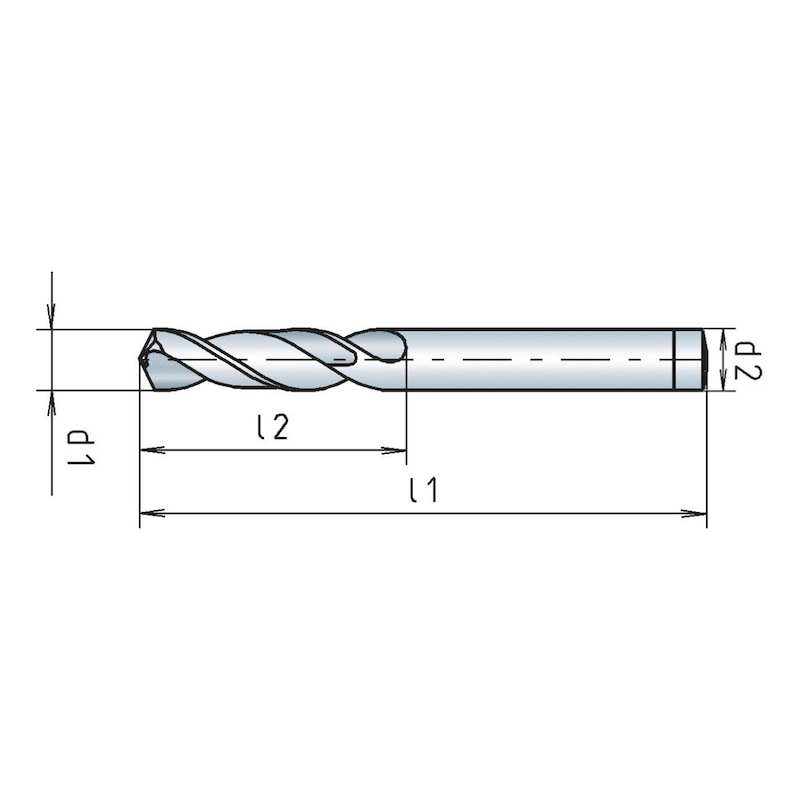
Solid carbide short twist drill bit DIN 6539
Twist drill solid carbide DIN6539-K 3xD type N
DRL-TWST-MET-DIN6539N-SC-D0,5MM
Art.-no. 5443000001
EAN 4055375886656
Price for selected packaging unit

















Exclusively for trade customers
Register now and access more than 125,000 products
Particularly suitable for drilling in high-strength steels, chromium-nickel steels, chilled cast iron, grey cast iron, cast steel, manganese high carbon steel, bronze, aluminium with high silicon content and other difficult-to-machine materials.
Notice
≤ dia. 2.9 mm - 4 cutting edges
≥ dia. 3.0 mm - 6 cutting edges
≥ dia. 3.0 mm - 6 cutting edges
Product information
Datasheets(X)

Last viewed

Hexagon socket screw-in nut with collar, imperial

Circlip for bore hole, standard version, type J DIN 472 for bore holes, spring steel, phosphated and oiled

Eye bolt DIN 444, steel 4.6, zinc-plated, blue passivated (A2K), shape B

Circlip DIN 472

Hexagon Socket Head Cap Screw ISO 4762, silver zinc-nickel plated 8.8 steel (ZNSHR)

Plus Quadro-L hammer drill bit

Low-cut safety shoes, S1P Steitz DX 741 SF

Twist drill bit HSCo DIN 338 type RN bronze point thinning

Hand tap, taper tap HSS DIN 352

Fixing bolt anchor W-FA/S with long U washer for timber construction