



Solid carbide short twist drill bit DIN 6539
Twist drill solid carbide DIN6539-K 3xD type N
DRL-TWST-MET-DIN6539N-SC-D16,5MM
Art.-no. 5443000111
EAN 4055375887790

















Register now and access more than 125,000 products
≥ dia. 3.0 mm - 6 cutting edges
Datasheets(X)

 | |
Product code | 6146 |
Material to be processed | Steel, Titanium, Copper, Brass, Aluminium, Plastic |
Standards | DIN 6539 |
Design | Short |
Surface | Plain |
Max. drilling depth (D) | 3xD |
Cutting material | SC |
Angle of the tip | 118 Degree |
Number of cutting edges | 2 PCS |
Coolant supply | External |
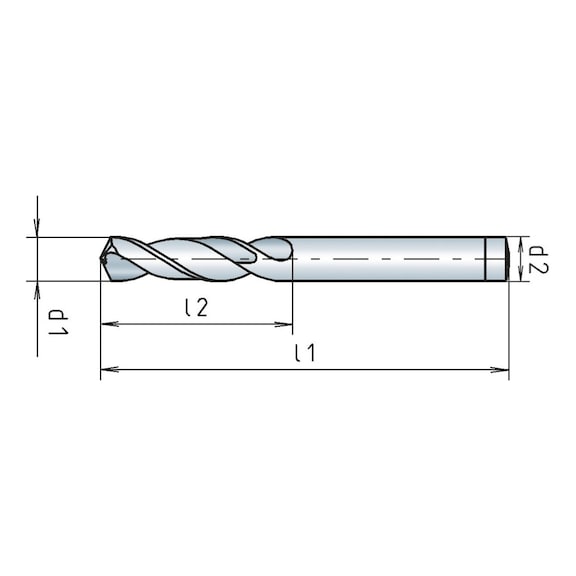
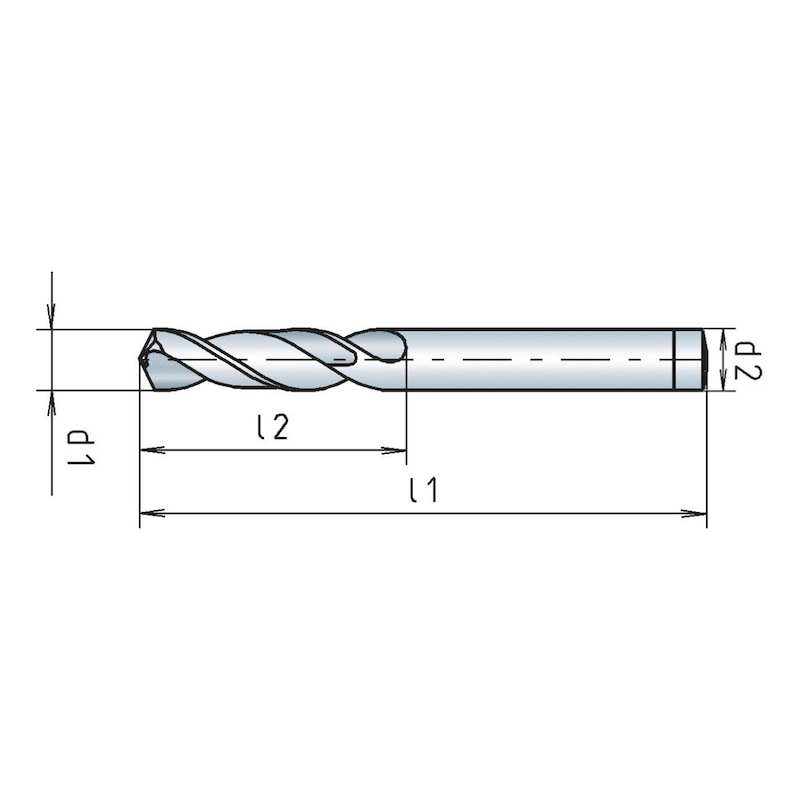
Diameter (d1) | 16.5 mm |
Shank style | Cylindrical |
Length (l1) | 119 mm |
Chip flute length (l2) | 60 mm |
Tolerance of cutting edge diameter | h7 |
Shank diameter (d2) | 16.5 mm |
Tolerance of shank diameter | h5 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Titanium, Titanium alloys, Copper, Brass, Aluminium, Plastics |
| Cutting values | ||||||||
| For dia. 0.5-5.9 | ||||||||
| Material designation | Tensile strength | Cooling | vc | f | ||||
| from | to | Dia. 0.5-0.9 | Dia. 1-1.9 | Dia. 2-2.9 | Dia. 3-5.9 | |||
| General structural steels | < 500 N/mm² | E | 60 | 75 | 0,020 | 0,040 | 0,060 | 0,100 |
| 500-850 N/mm² | E | 60 | 75 | 0,020 | 0,040 | 0,060 | 0,100 | |
| Carbon steels | < 850 N/mm² | E | 60 | 75 | 0,020 | 0,040 | 0,060 | 0,100 |
| 850-1000 N/mm² | E | 55 | 65 | 0,020 | 0,040 | 0,060 | 0,100 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 60 | 75 | 0,020 | 0,040 | 0,060 | 0,100 |
| 700-850 N/mm² | E | 60 | 75 | 0,020 | 0,040 | 0,060 | 0,100 | |
| 850-1000 N/mm² | E | 55 | 65 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 55 | 65 | 0,010 | 0,030 | 0,050 | 0,090 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 60 | 75 | 0,010 | 0,030 | 0,050 | 0,090 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 55 | 65 | 0,010 | 0,030 | 0,050 | 0,090 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Nitriding steels | < 1000 N/mm² | E | 55 | 65 | 0,010 | 0,030 | 0,050 | 0,080 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,010 | 0,030 | 0,050 | 0,080 | |
| Tool steels | < 850 N/mm² | E | 55 | 65 | 0,010 | 0,030 | 0,050 | 0,080 |
| 850-1100 N/mm² | E | 50 | 60 | 0,010 | 0,030 | 0,050 | 0,080 | |
| 1100-1400 N/mm² | E | 30 | 40 | 0,010 | 0,030 | 0,050 | 0,080 | |
| High-speed steels | 850-1200 N/mm² | E | 30 | 40 | 0,010 | 0,030 | 0,050 | 0,080 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 20 | 35 | 0,010 | 0,030 | 0,050 | 0,080 |
| Spring steels | < 1200 N/mm² | E | 20 | 35 | 0,010 | 0,030 | 0,050 | 0,080 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 30 | 40 | 0,010 | 0,030 | 0,050 | 0,090 |
| Stainless steels, austenitic | < 700 N/mm² | E | 30 | 40 | 0,010 | 0,030 | 0,050 | 0,090 |
| < 850 N/mm² | E | 25 | 35 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 25 | 35 | 0,010 | 0,030 | 0,050 | 0,090 |
| Special alloys | < 1200 N/mm² | E | 15 | 25 | 0,010 | 0,030 | 0,050 | 0,080 |
| Cast iron | < 180 HB | T/E | 70 | 100 | 0,010 | 0,030 | 0,050 | 0,090 |
| > 180 HB | T/E | 70 | 100 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Nodular graphite, malleable iron | > 180 HB | E | 65 | 75 | 0,010 | 0,030 | 0,050 | 0,090 |
| > 260 HB | E | 65 | 75 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 20 | 35 | 0,010 | 0,030 | 0,050 | 0,080 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 150 | 220 | 0,020 | 0,040 | 0,060 | 0,100 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 150 | 220 | 0,020 | 0,040 | 0,060 | 0,100 |
| Copper, low-alloy | < 350 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| Brass, short-chipping | < 600 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| Brass, long-chipping | < 600 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| Bronze, short-chipping | < 600 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 |
| 650-850 N/mm² | E | 100 | 180 | 0,020 | 0,040 | 0,060 | 0,100 | |
| Bronze, long-chipping | < 850 N/mm² | E | 90 | 140 | 0,010 | 0,030 | 0,050 | 0,090 |
| 850-1200 N/mm² | E | 90 | 140 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Graphite | T | 70 | 100 | 0,010 | 0,030 | 0,050 | 0,090 | |
| Legend |
| E = emulsion |
| T = dry |
| vc = cutting speed [m/min] |
| f = feed [mm/r] |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
| Cutting values | ||||||||
| For dia. 6-20 | ||||||||
| Material designation | Tensile strength | Cooling | vc | f | ||||
| from | to | Dia. 6-8.9 | Dia. 9-11.9 | Dia. 12-15.9 | Dia. 16-20 | |||
| General structural steels | < 500 N/mm² | E | 60 | 75 | 0,140 | 0,170 | 0,230 | 0,276 |
| 500-850 N/mm² | E | 60 | 75 | 0,140 | 0,170 | 0,230 | 0,276 | |
| Carbon steels | < 850 N/mm² | E | 60 | 75 | 0,140 | 0,170 | 0,230 | 0,276 |
| 850-1000 N/mm² | E | 55 | 65 | 0,140 | 0,170 | 0,230 | 0,276 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 60 | 75 | 0,140 | 0,170 | 0,230 | 0,276 |
| 700-850 N/mm² | E | 60 | 75 | 0,140 | 0,170 | 0,230 | 0,276 | |
| 850-1000 N/mm² | E | 55 | 65 | 0,120 | 0,150 | 0,200 | 0,240 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 55 | 65 | 0,120 | 0,150 | 0,200 | 0,240 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,120 | 0,150 | 0,200 | 0,240 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 60 | 75 | 0,120 | 0,150 | 0,200 | 0,240 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 55 | 65 | 0,120 | 0,150 | 0,200 | 0,240 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,120 | 0,150 | 0,200 | 0,240 | |
| Nitriding steels | < 1000 N/mm² | E | 55 | 65 | 0,110 | 0,140 | 0,180 | 0,216 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,110 | 0,140 | 0,180 | 0,216 | |
| Tool steels | < 850 N/mm² | E | 55 | 65 | 0,110 | 0,140 | 0,180 | 0,216 |
| 850-1100 N/mm² | E | 50 | 60 | 0,110 | 0,140 | 0,180 | 0,216 | |
| 1100-1400 N/mm² | E | 30 | 40 | 0,110 | 0,140 | 0,180 | 0,216 | |
| High-speed steels | 850-1200 N/mm² | E | 30 | 40 | 0,110 | 0,140 | 0,180 | 0,216 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 20 | 35 | 0,110 | 0,140 | 0,180 | 0,216 |
| Spring steels | < 1200 N/mm² | E | 20 | 35 | 0,110 | 0,140 | 0,180 | 0,216 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 30 | 40 | 0,120 | 0,150 | 0,200 | 0,240 |
| Stainless steels, austenitic | < 700 N/mm² | E | 30 | 40 | 0,120 | 0,150 | 0,200 | 0,240 |
| < 850 N/mm² | E | 25 | 35 | 0,120 | 0,150 | 0,200 | 0,240 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 25 | 35 | 0,120 | 0,150 | 0,200 | 0,240 |
| Special alloys | < 1200 N/mm² | E | 15 | 25 | 0,110 | 0,140 | 0,180 | 0,216 |
| Cast iron | < 180 HB | T/E | 70 | 100 | 0,130 | 0,160 | 0,210 | 0,252 |
| > 180 HB | T/E | 70 | 100 | 0,130 | 0,160 | 0,210 | 0,252 | |
| Nodular graphite, malleable iron | > 180 HB | E | 65 | 75 | 0,120 | 0,150 | 0,200 | 0,240 |
| > 260 HB | E | 65 | 75 | 0,120 | 0,150 | 0,200 | 0,240 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 20 | 35 | 0,110 | 0,140 | 0,180 | 0,216 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 150 | 220 | 0,140 | 0,170 | 0,230 | 0,276 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 100 | 180 | 0,140 | 0,170 | 0,230 | 0,276 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 100 | 180 | 0,140 | 0,170 | 0,230 | 0,276 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 150 | 220 | 0,140 | 0,170 | 0,230 | 0,276 |
| Copper, low-alloy | < 350 N/mm² | E | 100 | 180 | 0,140 | 0,170 | 0,230 | 0,276 |
| Brass, short-chipping | < 600 N/mm² | E | 100 | 180 | 0,140 | 0,170 | 0,230 | 0,276 |
| Brass, long-chipping | < 600 N/mm² | E | 100 | 180 | 0,140 | 0,170 | 0,230 | 0,276 |
| Bronze, short-chipping | < 600 N/mm² | E | 100 | 180 | 0,140 | 0,170 | 0,230 | 0,276 |
| 650-850 N/mm² | E | 100 | 180 | 0,140 | 0,170 | 0,230 | 0,276 | |
| Bronze, long-chipping | < 850 N/mm² | E | 90 | 140 | 0,130 | 0,160 | 0,210 | 0,252 |
| 850-1200 N/mm² | E | 90 | 140 | 0,130 | 0,160 | 0,210 | 0,252 | |
| Graphite | T | 70 | 100 | 0,130 | 0,160 | 0,210 | 0,252 | |
Last viewed

Spanner bit assortment, 4 pcs.

HSCo Multi Special machine tap, long Blind hole

Stainless steel care spray

Paper roll

Pipe cable lug with inspection hole

Diamond tile dry core bit M14 seat

Screwdriver PH striking cap with hexagon shank

APS 18 COMPACT M-CUBE cordless jigsaw

Wire feeder

Windscreen cutting line