





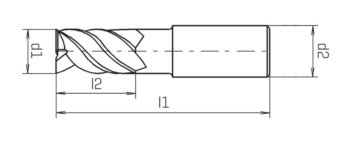
Stopková fréza Speedcut Inox zo spekaného karbidu, DIN 6527L, dlhá, vrták so štyrmi reznými hranami, nerovnomerný gradient uhla skrútenia
St.fréza SC DIN 6527L Z4 2xD/2xD 39-42° HA TiAlN-S
FREZA-VHM-SP-DIN6527L-IX-TNS-HA-D20,0MM



























Zaregistrujte sa s vaším IČO, aby ste videli ceny a mohli u nás nakupovať.
Hárky údajov(X)

 | |
Kód výrobku | 7247 |
Materiály určené na spracovanie | GFK |
Priemer (d1) | 20 mm |
Priemer stopky (d2) | 20 mm |
Normy | DIN 6527 |
Konštrukčná dĺžka | Dlhý |
Tvar drieku | Valcovité DIN6535-HA |
Rezný materiál | VHM |
Povrch | TiAlN-S |
Prívod chladiva | Vonkajší |
Uhol otočenia | 39 – 42° |
Dĺžka (l1) | 104 mm |
Dĺžka reznej hrany (l2) | 38 mm |
Počet ostrí (Z) | 4 KS |
Rohová skosená hrana | 0.35 mm |
Tolerancia priemeru rezania | h10 |
Tolerancia priemeru drieku | h6 |
Materiálová podskupina | FVK |
| Popis | ||
| L = vzduch | ae = 0,1 x d1 | |
| E = emulzia | ||
| vc = rezná rýchlosť [m/min] | ||
| fz = posuv na zub [mm/z] | ap = 1,5 x d1 | |
| ae = hrúbka rezu (radiálna) | ||
| ap = hrúbka rezu (axiálna) | ||
| Uvedené rýchlosti rezania sa vzťahujú na všetky typy nástrojov v súlade s normou DIN 6527K alebo DIN6527L. V prípade stopkových fréz série XL sa odporúča znížiť rýchlosť rezania o 30 %. | ||
| Hodnoty rezania pre dokončovacie obrábanie obrysov | ||||||||
| Pre priemer 8 – 20 | ||||||||
| Označenie materiálu | Pevnosť v ťahu | Chladenie | vc | fz | ||||
| Priemer 8 | Priemer 10 | Priemer 12 | Priemer 16 | Priemer 20 | ||||
| Všeobecné konštrukčné ocele | < 500 N/mm² | L + E | 300 | 0,040 | 0,050 | 0,065 | 0,080 | 0,100 |
| 500 – 850 N/mm² | L + E | 235 | 0,040 | 0,050 | 0,065 | 0,075 | 0,090 | |
| Obrábacie ocele | < 850 N/mm² | L + E | 235 | 0,040 | 0,050 | 0,060 | 0,075 | 0,090 |
| 850 – 1000 N/mm² | L + E | 230 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 | |
| Nelegované temperované ocele | < 700 N/mm² | L + E | 260 | 0,040 | 0,050 | 0,065 | 0,075 | 0,090 |
| 700 – 850 N/mm² | L + E | 235 | 0,040 | 0,045 | 0,060 | 0,075 | 0,090 | |
| 850 – 1000 N/mm² | L + E | 230 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 | |
| Legované temperované ocele | 850 – 1000 N/mm² | L + E | 220 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| 1000 – 1200 N/mm² | L + E | 190 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Nelegované cementované ocele | < 750 N/mm² | L + E | 300 | 0,040 | 0,050 | 0,065 | 0,080 | 0,100 |
| Legované cementované ocele | < 1000 N/mm² | L + E | 230 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| 1000 – 1200 N/mm² | L + E | 190 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Nitridačné ocele | < 1000 N/mm² | L + E | 230 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| 1000 – 1200 N/mm² | L + E | 190 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Nástrojové ocele | < 850 N/mm² | L + E | 240 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| 850 – 1100 N/mm² | L + E | 230 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Rýchlorezné ocele | 850 – 1200 N/mm² | L + E | 130 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| Pružinové ocele | < 1200 N/mm² | L + E | 130 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| Nehrdzavejúce ocele, sírené | < 700 N/mm² | E | 160 | 0,035 | 0,045 | 0,055 | 0,065 | 0,080 |
| Nehrdzavejúce ocele, austenitické | < 700 N/mm² | E | 140 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| < 850 N/mm² | E | 130 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 | |
| Nehrdzavejúce ocele, martenzitické | < 1100 N/mm² | E | 115 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| Špeciálne zliatiny | < 1200 N/mm² | E | 90 | 0,030 | 0,040 | 0,045 | 0,055 | 0,065 |
| Titán, titánové zliatiny | < 850 N/mm² | E | 90 | 0,030 | 0,040 | 0,050 | 0,060 | 0,075 |
| Liatina | < 180 HB | - | 205 | 0,050 | 0,065 | 0,080 | 0,095 | 0,115 |
| < 180 HB | - | 130 | 0,045 | 0,060 | 0,075 | 0,090 | 0,110 | |
| Vločkový grafit, kujné železo | < 180 HB | - | 160 | 0,050 | 0,065 | 0,080 | 0,095 | 0,115 |
| > 260 HB | E | 130 | 0,045 | 0,060 | 0,075 | 0,090 | 0,110 | |
| Hodnoty rezania pre hrubovanie obrysov | ||||||||
| Pre priemer 8 – 20 | ||||||||
| Označenie materiálu | Pevnosť v ťahu | Chladenie | vc | fz | ||||
| Priemer 8 | Priemer 10 | Priemer 12 | Priemer 16 | Priemer 20 | ||||
| Všeobecné konštrukčné ocele | < 500 N/mm² | L + E | 235 | 0,050 | 0,065 | 0,080 | 0,095 | 0,115 |
| 500 – 850 N/mm² | L + E | 190 | 0,050 | 0,060 | 0,075 | 0,090 | 0,105 | |
| Obrábacie ocele | < 850 N/mm² | L + E | 190 | 0,050 | 0,060 | 0,070 | 0,090 | 0,105 |
| 850 – 1000 N/mm² | L + E | 180 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 | |
| Nelegované temperované ocele | < 700 N/mm² | L + E | 185 | 0,050 | 0,065 | 0,080 | 0,095 | 0,115 |
| 700 – 850 N/mm² | L + E | 185 | 0,050 | 0,060 | 0,075 | 0,090 | 0,105 | |
| 850 – 1000 N/mm² | L + E | 185 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 | |
| Legované temperované ocele | 850 – 1000 N/mm² | L + E | 180 | 0,040 | 0,055 | 0,060 | 0,080 | 0,100 |
| 1000 – 1200 N/mm² | L + E | 155 | 0,040 | 0,050 | 0,055 | 0,060 | 0,080 | |
| Nelegované cementované ocele | < 750 N/mm² | L + E | 235 | 0,050 | 0,065 | 0,080 | 0,950 | 0,115 |
| Legované cementované ocele | < 1000 N/mm² | L + E | 180 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 |
| 1000 – 1200 N/mm² | L + E | 155 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Nitridačné ocele | < 1000 N/mm² | L + E | 180 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 |
| 1000 – 1200 N/mm² | L + E | 155 | 0,035 | 0,045 | 0,050 | 0,060 | 0,080 | |
| Nástrojové ocele | < 850 N/mm² | L + E | 190 | 0,040 | 0,055 | 0,065 | 0,080 | 0,100 |
| 850 – 1100 N/mm² | L + E | 180 | 0,035 | 0,050 | 0,060 | 0,070 | 0,090 | |
| Rýchlorezné ocele | 850 – 1200 N/mm² | L + E | 105 | 0,040 | 0,050 | 0,060 | 0,070 | 0,090 |
| Pružinové ocele | < 1200 N/mm² | L + E | 105 | 0,030 | 0,040 | 0,045 | 0,050 | 0,070 |
| Nehrdzavejúce ocele, sírené | < 700 N/mm² | E | 130 | 0,040 | 0,055 | 0,065 | 0,080 | 0,090 |
| Nehrdzavejúce ocele, austenitické | < 700 N/mm² | E | 120 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 |
| < 850 N/mm² | E | 105 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 | |
| Nehrdzavejúce ocele, martenzitické | < 1100 N/mm² | E | 90 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 |
| Špeciálne zliatiny | < 1200 N/mm² | E | 70 | 0,035 | 0,045 | 0,050 | 0,065 | 0,080 |
| Titán, titánové zliatiny | < 850 N/mm² | E | 70 | 0,040 | 0,050 | 0,060 | 0,070 | 0,090 |
| Liatina | < 180 HB | - | 160 | 0,050 | 0,075 | 0,090 | 0,110 | 0,130 |
| < 180 HB | - | 130 | 0,040 | 0,060 | 0,065 | 0,080 | 0,100 | |
| Vločkový grafit, kujné železo | < 180 HB | - | 130 | 0,040 | 0,060 | 0,065 | 0,080 | 0,100 |
| > 260 HB | E | 105 | 0,040 | 0,060 | 0,065 | 0,080 | 0,100 | |
| Hodnoty rezania pre hrubovanie obrysov | ||||||||
| Pre priemer 2 – 6 | ||||||||
| Označenie materiálu | Pevnosť v ťahu | Chladenie | vc | fz | ||||
| Priemer 2 | Priemer 3 | Priemer 4 | Priemer 5 | Priemer 6 | ||||
| Všeobecné konštrukčné ocele | < 500 N/mm² | L + E | 235 | 0,013 | 0,020 | 0,025 | 0,035 | 0,040 |
| 500 – 850 N/mm² | L + E | 190 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 | |
| Obrábacie ocele | < 850 N/mm² | L + E | 190 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 |
| 850 – 1000 N/mm² | L + E | 180 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Nelegované temperované ocele | < 700 N/mm² | L + E | 185 | 0,013 | 0,020 | 0,026 | 0,035 | 0,040 |
| 700 – 850 N/mm² | L + E | 185 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 | |
| 850 – 1000 N/mm² | L + E | 185 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Legované temperované ocele | 850 – 1000 N/mm² | L + E | 180 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| 1000 – 1200 N/mm² | L + E | 155 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Nelegované cementované ocele | < 750 N/mm² | L + E | 235 | 0,013 | 0,020 | 0,026 | 0,035 | 0,040 |
| Legované cementované ocele | < 1000 N/mm² | L + E | 180 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| 1000 – 1200 N/mm² | L + E | 155 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Nitridačné ocele | < 1000 N/mm² | L + E | 180 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| 1000 – 1200 N/mm² | L + E | 155 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Nástrojové ocele | < 850 N/mm² | L + E | 190 | 0,013 | 0,020 | 0,020 | 0,025 | 0,030 |
| 850 – 1100 N/mm² | L + E | 180 | 0,011 | 0,015 | 0,018 | 0,022 | 0,025 | |
| Rýchlorezné ocele | 850 – 1200 N/mm² | L + E | 105 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| Pružinové ocele | < 1200 N/mm² | L + E | 105 | 0,009 | 0,012 | 0,015 | 0,020 | 0,025 |
| Nehrdzavejúce ocele, sírené | < 700 N/mm² | E | 130 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| Nehrdzavejúce ocele, austenitické | < 700 N/mm² | E | 120 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| < 850 N/mm² | E | 105 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Nehrdzavejúce ocele, martenzitické | < 1100 N/mm² | E | 90 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| Špeciálne zliatiny | < 1200 N/mm² | E | 70 | 0,009 | 0,012 | 0,015 | 0,020 | 0,025 |
| Titán, titánové zliatiny | < 850 N/mm² | E | 70 | 0,011 | 0,015 | 0,020 | 0,025 | 0,030 |
| Liatina | < 180 HB | - | 160 | 0,012 | 0,018 | 0,023 | 0,030 | 0,040 |
| < 180 HB | - | 130 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 | |
| Vločkový grafit, kujné železo | < 180 HB | - | 130 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 |
| > 260 HB | E | 105 | 0,012 | 0,018 | 0,025 | 0,030 | 0,035 | |
| Hodnoty rezania pre dokončovacie obrábanie obrysov | ||||||||
| Pre priemer 2 – 6 | ||||||||
| Označenie materiálu | Pevnosť v ťahu | Chladenie | vc | fz | ||||
| Priemer 2 | Priemer 3 | Priemer 4 | Priemer 5 | Priemer 6 | ||||
| Všeobecné konštrukčné ocele | < 500 N/mm² | L + E | 300 | 0,013 | 0,015 | 0,020 | 0,025 | 0,030 |
| 500 – 850 N/mm² | L + E | 235 | 0,012 | 0,015 | 0,020 | 0,025 | 0,030 | |
| Obrábacie ocele | < 850 N/mm² | L + E | 235 | 0,012 | 0,015 | 0,020 | 0,025 | 0,030 |
| 850 – 1000 N/mm² | L + E | 230 | 0,011 | 0,012 | 0,015 | 0,020 | 0,025 | |
| Nelegované temperované ocele | < 700 N/mm² | L + E | 260 | 0,013 | 0,015 | 0,020 | 0,025 | 0,030 |
| 700 – 850 N/mm² | L + E | 235 | 0,012 | 0,015 | 0,020 | 0,025 | 0,030 | |
| 850 – 1000 N/mm² | L + E | 230 | 0,011 | 0,012 | 0,015 | 0,020 | 0,025 | |
| Legované temperované ocele | 850 – 1000 N/mm² | L + E | 220 | 0,011 | 0,012 | 0,015 | 0,020 | 0,025 |
| 1000 – 1200 N/mm² | L + E | 190 | 0,011 | 0,010 | 0,130 | 0,016 | 0,020 | |
| Nelegované cementované ocele | < 750 N/mm² | L + E | 300 | 0,013 | 0,015 | 0,020 | 0,025 | 0,030 |
| Legované cementované ocele | < 1000 N/mm² | L + E | 230 | 0,011 | 0,012 | 0,015 | 0,020 | 0,025 |
| 1000 – 1200 N/mm² | L + E | 190 | 0,011 | 0,010 | 0,013 | 0,016 | 0,020 | |
| Nitridačné ocele | < 1000 N/mm² | L + E | 230 | 0,011 | 0,012 | 0,015 | 0,020 | 0,025 |
| 1000 – 1200 N/mm² | L + E | 190 | 0,011 | 0,010 | 0,013 | 0,016 | 0,020 | |
| Nástrojové ocele | < 850 N/mm² | L + E | 240 | 0,013 | 0,012 | 0,015 | 0,020 | 0,025 |
| 850 – 1100 N/mm² | L + E | 230 | 0,011 | 0,010 | 0,013 | 0,016 | 0,020 | |
| Rýchlorezné ocele | 850 – 1200 N/mm² | L + E | 130 | 0,011 | 0,010 | 0,013 | 0,016 | 0,020 |
| Pružinové ocele | < 1200 N/mm² | L + E | 130 | 0,009 | 0,010 | 0,013 | 0,016 | 0,020 |
| Nehrdzavejúce ocele, sírené | < 700 N/mm² | E | 160 | 0,011 | 0,012 | 0,015 | 0,020 | 0,025 |
| Nehrdzavejúce ocele, austenitické | < 700 N/mm² | E | 140 | 0,011 | 0,010 | 0,013 | 0,016 | 0,020 |
| < 850 N/mm² | E | 130 | 0,011 | 0,010 | 0,013 | 0,016 | 0,020 | |
| Nehrdzavejúce ocele, martenzitické | < 1100 N/mm² | E | 115 | 0,011 | 0,010 | 0,013 | 0,016 | 0,020 |
| Špeciálne zliatiny | < 1200 N/mm² | E | 90 | 0,009 | 0,012 | 0,015 | 0,020 | 0,025 |
| Titán, titánové zliatiny | < 850 N/mm² | E | 90 | 0,011 | 0,010 | 0,013 | 0,016 | 0,020 |
| Liatina | < 180 HB | - | 205 | 0,012 | 0,015 | 0,020 | 0,030 | 0,040 |
| < 180 HB | - | 130 | 0,012 | 0,015 | 0,018 | 0,028 | 0,035 | |
| Vločkový grafit, kujné železo | < 180 HB | - | 160 | 0,012 | 0,015 | 0,020 | 0,030 | 0,040 |
| > 260 HB | E | 130 | 0,012 | 0,015 | 0,018 | 0,028 | 0,035 | |
| Popis | ||
| L = vzduch | ae = 0,5 x d1 | |
| E = emulzia | ||
| vc = rezná rýchlosť [m/min] | ||
| fz = posuv na zub [mm/z] | ap = 1,0 x d1 | |
| ae = hrúbka rezu (radiálna) | ||
| ap = hrúbka rezu (axiálna) | ||
| Uvedené rýchlosti rezania sa vzťahujú na všetky typy nástrojov v súlade s normou DIN 6527K alebo DIN6527L. V prípade stopkových fréz série XL sa odporúča znížiť rýchlosť rezania o 30 %. | ||
| Pre priemer 2 – 6 | ||||||||
| Označenie materiálu | Pevnosť v ťahu | Chladenie | vc | fz | ||||
| Priemer 2 | Priemer 3 | Priemer 4 | Priemer 5 | Priemer 6 | ||||
| Ocele | ||||||||
| Všeobecné konštrukčné ocele | < 500 N/mm² | E | 159 | 0,012 | 0,018 | 0,023 | 0,032 | 0,036 |
| 500 – 850 N/mm² | E | 128 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 | |
| Obrábacie ocele | < 800 N/mm² | E | 128 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 |
| Nelegované kalené a popúšťané ocele | 850 – 1000 N/mm² | E | 111 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Legované temperované ocele | 850 – 1000 N/mm² | E | 105 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Nitridačné ocele | < 1000 N/mm² | E | 121 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| 800 – 1200 N/mm² | E | 84 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Nástrojové ocele | < 1300 N/mm² | E | 101 | 0,012 | 0,018 | 0,018 | 0,023 | 0,027 |
| Nástrojové ocele na použitie za horúca | < 1300 N/mm² | E | 71 | 0,012 | 0,018 | 0,018 | 0,023 | 0,027 |
| Pružinové ocele | <900 – 1500 N/mm² | E | 67 | 0,008 | 0,011 | 0,014 | 0,018 | 0,023 |
| Nehrdzavejúce ocele | ||||||||
| Austenitické nehrdzavejúce ocele | < 1100 N/mm² | E | 54 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Feritové nehrdzavejúce ocele | < 1100 N/mm² | E | 94 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Feritovo-austenitické nehrdzavejúce ocele | < 1100 N/mm² | E | 40 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Sulfidizované nehrdzavejúce ocele | < 1100 N/mm² | E | 81 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Martenzitické nehrdzavejúce ocele | < 1100 N/mm² | E | 42 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Odlievané kovy | ||||||||
| Tvárna liatina (liatina s globulárnym grafitom) | < 260 HB | L + E | 71 | 0,011 | 0,016 | 0,021 | 0,027 | 0,036 |
| Sivá liatina | < 180 HB | L + E | 108 | 0,011 | 0,016 | 0,021 | 0,027 | 0,036 |
| Neželezné kovy | ||||||||
| Zliatiny medi (s krátkou trieskou) | < 600 N/mm² | E | 128 | |||||
| Zliatiny medi (s dlhou trieskou) | < 600 N/mm² | E | 101 | |||||
| Špeciálne zliatiny medi | < 200 HB | E | 80 | |||||
| Špeciálne zliatiny medi | 200 – 300 HB | E | 57 | |||||
| Mosadz s krátkou trieskou | < 600 N/mm² | E | 125 | |||||
| Hliníkové zliatiny (< 0,5 % Si) | < 400 N/mm² | E | 256 | |||||
| Hliníkové zliatiny (0,5 – 10 % Si) | < 400 N/mm² | E | 196 | |||||
| Popis | ||
| L = vzduch | ae = 1 x d1 | |
| E = emulzia | ||
| vc = rezná rýchlosť [m/min] | ||
| fz = posuv na zub [mm/z] | ap = 1 x d1 | |
| ae = hrúbka rezu (radiálna) | ||
| ap = hrúbka rezu (axiálna) | ||
| Navrhované hodnoty rezania sú referenčné hodnoty a je potrebné ich prispôsobiť na základe príslušných podmienok. | ||
| Hodnoty rezania pre hrubovanie drážok | ||||||||
| Pre priemer 8 – 20 | ||||||||
| Označenie materiálu | Pevnosť v ťahu | Chladenie | vc | fz | ||||
| Priemer 8 | Priemer 10 | Priemer 12 | Priemer 16 | Priemer 20 | ||||
| Všeobecné konštrukčné ocele | < 500 N/mm² | L + E | 210 | 0,045 | 0,059 | 0,072 | 0,086 | 0,104 |
| 500 – 850 N/mm² | L + E | 170 | 0,045 | 0,054 | 0,068 | 0,081 | 0,095 | |
| Obrábacie ocele | < 850 N/mm² | L + E | 170 | 0,045 | 0,054 | 0,063 | 0,081 | 0,095 |
| 850 – 1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 | |
| Nelegované temperované ocele | < 700 N/mm² | L + E | 165 | 0,045 | 0,059 | 0,072 | 0,086 | 0,104 |
| 700 – 850 N/mm² | L + E | 165 | 0,045 | 0,054 | 0,068 | 0,081 | 0,095 | |
| 850 – 1000 N/mm² | L + E | 165 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 | |
| Legované temperované ocele | 850 – 1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,054 | 0,072 | 0,090 |
| 1000 – 1200 N/mm² | L + E | 140 | 0,036 | 0,045 | 0,050 | 0,054 | 0,072 | |
| Nelegované cementované ocele | < 750 N/mm² | L + E | 210 | 0,045 | 0,059 | 0,072 | 0,855 | 0,104 |
| Legované cementované ocele | < 1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 |
| 1000 – 1200 N/mm² | L + E | 140 | 0,036 | 0,045 | 0,054 | 0,063 | 0,072 | |
| Nitridačné ocele | < 1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 |
| 1000 – 1200 N/mm² | L + E | 140 | 0,032 | 0,041 | 0,045 | 0,054 | 0,072 | |
| Nástrojové ocele | < 850 N/mm² | L + E | 170 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 |
| 850 – 1100 N/mm² | L + E | 160 | 0,032 | 0,045 | 0,054 | 0,063 | 0,081 | |
| Rýchlorezné ocele | 850 – 1200 N/mm² | L + E | 95 | 0,036 | 0,045 | 0,054 | 0,063 | 0,081 |
| Pružinové ocele | < 1200 N/mm² | L + E | 95 | 0,027 | 0,036 | 0,041 | 0,045 | 0,630 |
| Nehrdzavejúce ocele, sírené | < 700 N/mm² | E | 115 | 0,036 | 0,050 | 0,059 | 0,072 | 0,081 |
| Nehrdzavejúce ocele, austenitické | < 700 N/mm² | E | 110 | 0,036 | 0,045 | 0,054 | 0,063 | 0,072 |
| < 850 N/mm² | E | 95 | 0,036 | 0,045 | 0,054 | 0,063 | 0,072 | |
| Nehrdzavejúce ocele, martenzitické | < 1100 N/mm² | E | 80 | 0,036 | 0,045 | 0,054 | 0,063 | 0,072 |
| Špeciálne zliatiny | < 1200 N/mm² | E | 65 | 0,032 | 0,041 | 0,045 | 0,059 | 0,072 |
| Titán, titánové zliatiny | < 850 N/mm² | E | 65 | 0,036 | 0,045 | 0,054 | 0,063 | 0,081 |
| Liatina | < 180 HB | - | 145 | 0,045 | 0,068 | 0,081 | 0,099 | 0,117 |
| < 180 HB | - | 115 | 0,036 | 0,054 | 0,059 | 0,072 | 0,090 | |
| Vločkový grafit, kujné železo | < 180 HB | - | 115 | 0,036 | 0,054 | 0,059 | 0,072 | 0,090 |
| > 260 HB | E | 95 | 0,036 | 0,054 | 0,059 | 0,072 | 0,090 | |
Naposledy pozreté

2-zložková náhrada za mäkkú spájku

Odkladací priečinok Pre štvorcové otvory v perforovaných doskách, dielenských vozíkoch a policových systémoch ORSY®1

Drevená krabica

Sekera na rúbanie S prvotriednou jaseňovou rukoväťou a klinom na štiepenie

Magnetická miska

Door gap gripper

Držiak štítku s podlhovastými dierkami

Vysokoteplotná ochrana bŕzd

Univerzálny kufrík na elektrikárske náradie 38 ks

3/4-palcová vložka na rázový nástrčkový kľúč