





Stopková fréza Speedcut zo spekaného karbidu, veľmi tvrdá oceľ 68 HRC, DIN 6527L, dlhá
St.fr. SC UltraHRC DIN6527L 2xD/2xD 50° HA TiAlN-S
FREZA-VHM-SP-DIN6527L-HS-TNS-HA-D20,0MM




















Zaregistrujte sa s vaším IČO, aby ste videli ceny a mohli u nás nakupovať.
Hárky údajov(X)

 | |
Kód výrobku | 7277 |
Materiály určené na spracovanie | Liatina, Tvrdý apevný materiál |
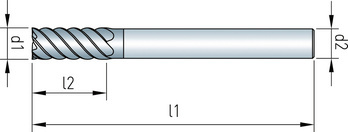
Priemer (d1) | 20 mm |
Priemer stopky (d2) | 20 mm |
Normy | DIN 6527 |
Konštrukčná dĺžka | Dlhý |
Tvar drieku | Valcovité DIN6535-HA |
Rezný materiál | VHM |
Povrch | TiAlN-S |
Prívod chladiva | Vonkajší |
Uhol otočenia | 50° |
Dĺžka (l1) | 104 mm |
Dĺžka reznej hrany (l2) | 38 mm |
Počet ostrí (Z) | 10 KS |
Rohová skosená hrana | 0.10 mm |
Tolerancia priemeru rezania | e8 |
Tolerancia priemeru drieku | h5 |
Materiálová podskupina | Zliatinové mäkčené ocele < 1000 N/mm², Nitridované ocele < 1300 N/mm², Sivá liatina, Temperovaná liatina, Ocele > 45 HRC |
| Hodnoty rezania pre dokončovacie obrábanie obrysov | ||||||||
| Pre priemer 4 – 10 | ||||||||
| Označenie materiálu | Pevnosť v ťahu | Chladenie | vc | fz | ||||
| Priemer 4 | Priemer 5 | Priemer 6 | Priemer 8 | Priemer 10 | ||||
| Nástrojové ocele | 1100 – 1400 N/mm² | T | 170 | 0,010 | 0,015 | 0,020 | 0,025 | 0,030 |
| Kalené ocele | 40 – 48 HRC | T | 150 | 0,010 | 0,015 | 0,020 | 0,030 | 0,035 |
| 48 – 55 HRC | T | 135 | 0,010 | 0,015 | 0,020 | 0,025 | 0,030 | |
| 55 – 60 HRC | T | 120 | 0,008 | 0,012 | 0,015 | 0,025 | 0,030 | |
| 60 – 68 HRC | T | 80 | 0,008 | 0,012 | 0,015 | 0,020 | 0,025 | |
| Stavebná oceľ odolná voči opotrebovaniu | 1350 N/mm2 | T | 170 | 0,010 | 0,015 | 0,020 | 0,025 | 0,025 |
| 1800 N/mm2 | T | 145 | 0,010 | 0,015 | 0,020 | 0,025 | 0,025 | |
| Liatina | < 180 HB | T | 200 | 0,015 | 0,022 | 0,030 | 0,040 | 0,055 |
| > 180 HB | T | 160 | 0,015 | 0,022 | 0,030 | 0,040 | 0,050 | |
| Vločkový grafit, kujné železo | > 180 HB | T | 190 | 0,015 | 0,022 | 0,030 | 0,040 | 0,055 |
| > 260 HB | T | 170 | 0,015 | 0,022 | 0,030 | 0,040 | 0,050 | |
| Popis | ||
| T = suché | ae = 0,02 x d1 | |
| vc = rezná rýchlosť [m/min] | ||
| fz = posuv na zub [mm/z] | ap = 1,5 x d1 | |
| ae = hrúbka rezu (radiálna) | ||
| ap = hrúbka rezu (axiálna) | ||
| Uvedené rýchlosti rezania sa vzťahujú na všetky typy nástrojov v súlade s normou DIN 6527K alebo DIN6527L. V prípade stopkových fréz série XL sa odporúča znížiť rýchlosť rezania o 30 %. | ||
| Hodnoty rezania pre dokončovacie obrábanie obrysov | |||||||
| Pre priemer 12 – 20 | |||||||
| Označenie materiálu | Pevnosť v ťahu | Chladenie | vc | fz | |||
| Priemer 12 | Priemer 14 | Priemer 16 | Priemer 20 | ||||
| Nástrojové ocele | 1100 – 1400 N/mm2 | T | 170 | 0,035 | 0,035 | 0,040 | 0,045 |
| Kalené ocele | 40 – 48 HRC | T | 150 | 0,040 | 0,045 | 0,050 | 0,060 |
| 48 – 55 HRC | T | 135 | 0,035 | 0,040 | 0,045 | 0,055 | |
| 55 – 60 HRC | T | 120 | 0,035 | 0,040 | 0,045 | 0,050 | |
| 60 – 68 HRC | T | 80 | 0,030 | 0,030 | 0,035 | 0,040 | |
| Stavebná oceľ odolná voči opotrebovaniu | 1350 N/mm2 | T | 170 | 0,035 | 0,035 | 0,040 | 0,045 |
| 1800 N/mm2 | T | 145 | 0,035 | 0,035 | 0,040 | 0,040 | |
| Liatina | < 180 HB | T | 200 | 0,065 | 0,070 | 0,080 | 0,100 |
| > 180 HB | T | 160 | 0,060 | 0,065 | 0,070 | 0,090 | |
| Vločkový grafit, kujné železo | > 180 HB | T | 190 | 0,065 | 0,070 | 0,080 | 0,100 |
| > 260 HB | T | 170 | 0,060 | 0,065 | 0,070 | 0,090 | |
Naposledy pozreté

Oil drain plug tool set, 15 pieces

Šesťhranná skrutka s jemným závitom až po hlavu DIN 961, oceľ, trieda pevnosti 10.9, zinkovo-niklová povrchová úprava, priehľadná pasivácia (P3E)

Skrytý pánt TIOMOS Click-on 110

Vŕtačka BM 13-XE

Štandardná káblová páska s kovovou poistkou

UV lampa Na použitie pri oprave skiel

Špirálová vŕtacia korunka HSCO, DIN 338, typ RN, MFD VARIO

Miešací kôš Pre viskózne, adhézne materiály

Poistný krúžok Pre otvor tvaru J, nehrdzavejúca oceľ DIN 472 bez povrchovej úpravy

Vysokovýkonná kotva so skrutkou so zápustnou hlavou W-HAZ-SK/A4