





Stopková fréza, dlhá, trojčepeľová, stredové rezanie
Stopková fréza HSCo-PM, WN-L Z3, 4xD, typ WR
FREZA-STOPKOVA-L-HSSPM-WR-D25,0MM
Obj. č. 5443610407
EAN 4062856187539















Zaregistrujte sa s vaším IČO, aby ste videli ceny a mohli u nás nakupovať.
Hárky údajov(X)

 | |
Kód výrobku | 2172 |
Materiály určené na spracovanie | Oceľ, Ušľachtilá oceľ, Meď, Mosadz, Hliník, plast |
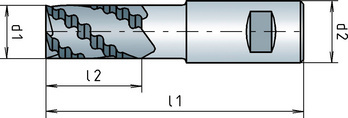
Priemer (d1) | 25 mm |
Priemer stopky (d2) | 25 mm |
Normy | CS |
Konštrukčná dĺžka | Dlhý |
Tvar drieku | Valcovité DIN1835-B |
Rezný materiál | HSCo-PM |
Povrch | Bez povrchovej úpravy |
Prívod chladiva | Vonkajší |
Uhol otočenia | 35° |
Dĺžka (l1) | 166 mm |
Dĺžka reznej hrany (l2) | 90 mm |
Počet ostrí | 3 KS |
Rohová skosená hrana | 1,0 mm |
Tolerancia priemeru rezania | js14 |
Tolerancia priemeru drieku | h6 |
Materiálová podskupina | Všeobecné štrukturálne ocele, Nezliatinové mäkčené ocele < 1000 N/mm², Nehrdzavejúce ocele < 850 N/mm², Meď, Mosadz, Hliník, Plasty |
| Kľúč | ||
| E = emulzia | ae = 0,5 x d1 | |
| vc = rezná rýchlosť [m/min] | ||
| fz = posuv na zub [mm/t] | ap = 1 x d1 | |
| ae = hrúbka rezu (radiálna) | ||
| ap = hrúbka rezu (axiálna) | ||
| Navrhované hodnoty rezania sú referenčné hodnoty a je potrebné ich prispôsobiť na základe príslušných podmienok. | ||
| Hodnoty rezania pre hrubovanie obrysov | ||||||||
| Pre priemer 10 až 25 | ||||||||
| Označenie materiálu | Pevnosť v ťahu | Chladenie | vc | fz | ||||
| Priemer 10 – 11,9 | Priemer 12 – 15,9 | Priemer 16 – 19,9 | Priemer 20 – 23,9 | Priemer 24 – 25 | ||||
| Všeobecné konštrukčné ocele | < 500 N/mm² | E | 83 | 0,028 | 0,033 | 0,045 | 0,057 | 0,070 |
| 500 – 850 N/mm² | E | 69 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | |
| Uhlíkové ocele | < 850 N/mm² | E | 74 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| E | 69 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | ||
| Tepelne opracované nelegované ocele | < 700 N/mm² | E | 69 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| 700 – 850 N/mm² | E | 64 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | |
| Nelegované cementované ocele | < 750 N/mm² | E | 64 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| Nehrdzavejúce ocele, sírené | < 700 N/mm² | E | 41 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| Nehrdzavejúce ocele, austenitické | < 700 N/mm² | E | 32 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 |
| < 850 N/mm² | E | 23 | 0,025 | 0,029 | 0,040 | 0,050 | 0,062 | |
| Hliník, hliníkové zliatiny | < 530 N/mm² | E | 221 | 0,037 | 0,044 | 0,063 | 0,080 | 0,100 |
| Hliník, hliníkové zliatiny < 10 % Si | < 600 N/mm² | E | 138 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 |
| Horčík, horčíkové zliatiny | < 280 N/mm² | E | 147 | 0,037 | 0,044 | 0,063 | 0,080 | 0,100 |
| Meď, nízkolegovaná | < 350 N/mm² | E | 110 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 |
| Mosadz, krátke triesky | < 600 N/mm² | - | 110 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 |
| Mosadz, dlhé triesky | < 600 N/mm² | - | 92 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 |
| Bronz, krátke triesky | < 600 N/mm² | - | 92 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 |
| 650 – 850 N/mm² | - | 74 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 | |
| Bronz, dlhé triesky | < 850 N/mm² | E | 64 | 0,051 | 0,056 | 0,070 | 0,089 | 0,110 |
| 850 – 1200 N/mm² | E | 46 | 0,063 | 0,062 | 0,076 | 0,096 | 0,120 | |
| Kľúč | ||
| E = emulzia | ae = 1 x d1 | |
| vc = rezná rýchlosť [m/min] | ||
| fz = posuv na zub [mm/t] | ap = 1 x d1 | |
| ae = hrúbka rezu (radiálna) | ||
| ap = hrúbka rezu (axiálna) | ||
| Navrhované hodnoty rezania sú referenčné hodnoty a je potrebné ich prispôsobiť na základe príslušných podmienok. | ||
| Hodnoty rezania pre hrubovanie drážok | |||||||
| Pre priemer 10 až 25 | |||||||
| Označenie materiálu | Pevnosť v ťahu | Chladenie | vc | fz | |||
| Priemer 10 – 11,9 | Priemer 12 – 15,9 | Priemer 16 – 19,9 | Priemer 20 – 25 | ||||
| Všeobecné konštrukčné ocele | < 500 N/mm² | E | 28 | 0,014 | 0,023 | 0,025 | 0,032 |
| 500 – 850 N/mm² | E | 23 | 0,013 | 0,019 | 0,023 | 0,028 | |
| Uhlíkové ocele | < 850 N/mm² | E | 26 | 0,013 | 0,019 | 0,023 | 0,028 |
| Tepelne opracované nelegované ocele | < 700 N/mm² | E | 25 | 0,013 | 0,019 | 0,023 | 0,028 |
| 700 – 850 N/mm² | E | 23 | 0,013 | 0,019 | 0,023 | 0,028 | |
| Nelegované cementované ocele | < 750 N/mm² | E | 23 | 0,013 | 0,019 | 0,023 | 0,028 |
| Nástrojové ocele | < 850 N/mm² | E | 20 | 0,013 | 0,019 | 0,023 | 0,028 |
| Nehrdzavejúce ocele, sírené | < 700 N/mm² | E | 18 | 0,013 | 0,019 | 0,023 | 0,028 |
| Nehrdzavejúce ocele, austenitické | < 700 N/mm² | E | 14 | 0,013 | 0,019 | 0,023 | 0,028 |
| < 850 N/mm² | E | 9 | 0,013 | 0,019 | 0,023 | 0,028 | |
| Hliník, hliníkové zliatiny | < 530 N/mm² | E | 138 | 0,019 | 0,029 | 0,033 | 0,045 |
| Hliník, hliníkové zliatiny < 10 % Si | < 600 N/mm² | E | 83 | 0,026 | 0,037 | 0,041 | 0,050 |
| Horčík, horčíkové zliatiny | < 280 N/mm² | E | 64 | 0,019 | 0,029 | 0,033 | 0,045 |
| Meď, nízkolegovaná | < 350 N/mm² | E | 55 | 0,026 | 0,037 | 0,041 | 0,050 |
| Mosadz, krátke triesky | < 600 N/mm² | - | 55 | 0,026 | 0,037 | 0,041 | 0,050 |
| Mosadz, dlhé triesky | < 600 N/mm² | - | 37 | 0,026 | 0,037 | 0,041 | 0,050 |
| Bronz, krátke triesky | < 600 N/mm² | - | 37 | 0,026 | 0,037 | 0,041 | 0,050 |
| 650 – 850 N/mm² | - | 28 | 0,026 | 0,037 | 0,041 | 0,050 | |
| Bronz, dlhé triesky | < 850 N/mm² | E | 23 | 0,026 | 0,037 | 0,041 | 0,050 |
| 850 – 1200 N/mm² | E | 14 | 0,032 | 0,041 | 0,045 | 0,054 | |
Naposledy pozreté

Skrutková vložka W.TEC®, ZÁVITOVÁ VLOŽKA, voľne pohyblivá

Príklepový vrták Max Quadro-L Vario

Viacúčelová svorka

Slepý nit, veľká plochá hlava

Závitový kolík s vnútorným šesťhranom a s čapom ISO 4028, oceľ, 45H, bez povrchovej úpravy

Sada priehradiek priečinkov PRO

Poistná podložka s pravouhlým prierezom, tvar B DIN 127, nehrdzavejúca oceľ A2, bez povrchovej úpravy

Zimné elastické nohavice Evolution

Závitový kolík s vnútorným šesťhranom a zrezaným kužeľom ISO 4026, oceľ 45H, bez povrchovej úpravy

Štetec na radiátory DW, tmavý, na disperzné aplikácie a maľovanie stien