





Stopková fréza z pevného karbidu So zaobľovacou frézou Speedcut Aluminium, veľmi dlhá XL, voliteľná, tri rezné hrany, nerovnomerný gradient uhla skrútenia
St. fréza SC, Al, WN-XL Z3 4xD/2xD 34-38° W ER HA
FREZA-ST-VHM-SP-XL-AL-HA-D5,0X0,5MM
Obj. č. 5443315003
EAN 4062856155897





















Zaregistrujte sa s vaším IČO, aby ste videli ceny a mohli u nás nakupovať.
Hárky údajov(X)

 | |
Kód výrobku | 7090 |
Materiály určené na spracovanie | Hliník, Meď, Mosadz, plast |
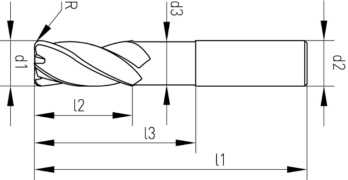
Priemer (d1) | 5 mm |
Priemer stopky (d2) | 6 mm |
Svetlá výška (d3) | 4,7 mm |
Normy | CS |
Konštrukčná dĺžka | Mimoriadne dlhý |
Tvar drieku | Valcovité DIN6535-HA |
Rezný materiál | SC |
Povrch | Bez povrchovej úpravy |
Prívod chladiva | Vonkajší |
Uhol otočenia | 34 – 38° |
Zaoblenie hrany (R) | 0,5 mm |
Dĺžka (l1) | 62 mm |
Dĺžka reznej hrany (l2) | 13 mm |
Voľná dĺžka (l3) | 26 mm |
Počet ostrí (Z) | 3 KS |
Tolerancia priemeru rezania | h10 |
Tolerancia priemeru drieku | h6 |
Materiálová podskupina | Hliník, Meď, Mosadz, Plasty |
| Kľúč | ||
| L = vzduch | ae = 0,05 x d1 | |
| E = emulzia | ||
| vc = rezná rýchlosť [m/min] | ||
| fz = posuv na zub [mm/t] | ap = 0,05 x d1 | |
| ae = hrúbka rezu (radiálna) | ||
| ap = hrúbka rezu (axiálna) | ||
| Uvedené rýchlosti rezania sa vzťahujú na všetky typy nástrojov v súlade s normou DIN 6527K alebo DIN6527L. V prípade stopkových fréz série XL sa odporúča znížiť rýchlosť rezania o 30 %. Vc ku kódom 7090 a 7260 (-30 %). | ||
| Hodnoty rezania pre hrubé kopírovanie | |||||||
| Pre priemer 3 až 6 | |||||||
| Označenie materiálu | Pevnosť v ťahu | Chladenie | vc | fz | |||
| Priemer 3 | Priemer 4 | Priemer 5 | Priemer 6 | ||||
| Hliník, hliníkové zliatiny | < 530 N/mm² | E | 500 | 0,035 | 0,041 | 0,048 | 0,055 |
| Hliník, hliníkové zliatiny < 10 % Si | < 600 N/mm² | E | 475 | 0,035 | 0,041 | 0,048 | 0,055 |
| Hliník, hliníkové zliatiny > 10 % Si | < 600 N/mm² | E | 250 | 0,032 | 0,036 | 0,041 | 0,046 |
| Meď, nízkolegovaná | < 350 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 |
| Mosadz, krátke triesky | < 600 N/mm² | E | 250 | 0,022 | 0,028 | 0,035 | 0,041 |
| Mosadz, dlhé triesky | < 600 N/mm² | E | 175 | 0,022 | 0,028 | 0,035 | 0,041 |
| Bronz, krátke triesky | < 600 N/mm² | E | 175 | 0,022 | 0,028 | 0,035 | 0,041 |
| 650 – 850 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 | |
| Bronz, dlhé triesky | < 850 N/mm² | E | 135 | 0,022 | 0,028 | 0,035 | 0,041 |
| 850 – 1200 N/mm² | E | 120 | 0,022 | 0,028 | 0,035 | 0,041 | |
| Hodnoty rezania pre dokončovacie kopírovanie | ||||||||
| Pre priemer 8 až 20 | ||||||||
| Označenie materiálu | Pevnosť v ťahu | Chladenie | vc | fz | ||||
| Priemer 8 | Priemer 10 | Priemer 12 | Priemer 16 | Priemer 20 | ||||
| Hliník, hliníkové zliatiny | < 530 N/mm² | E | 580 | 0,084 | 0,096 | 0,108 | 0,132 | 0,168 |
| Hliník, hliníkové zliatiny < 10 % Si | < 600 N/mm² | E | 530 | 0,084 | 0,096 | 0,108 | 0,132 | 0,168 |
| Hliník, hliníkové zliatiny > 10 % Si | < 600 N/mm² | E | 290 | 0,084 | 0,120 | 0,144 | 0,180 | 0,228 |
| Meď, nízkolegovaná | < 350 N/mm² | E | 160 | 0,072 | 0,090 | 0,108 | 0,132 | 0,168 |
| Mosadz, krátke triesky | < 600 N/mm² | E | 290 | 0,072 | 0,090 | 0,108 | 0,132 | 0,168 |
| Mosadz, dlhé triesky | < 600 N/mm² | E | 205 | 0,072 | 0,090 | 0,108 | 0,132 | 0,168 |
| Bronz, krátke triesky | < 600 N/mm² | E | 205 | 0,072 | 0,090 | 0,108 | 0,132 | 0,168 |
| 650 – 850 N/mm² | E | 170 | 0,072 | 0,090 | 0,108 | 0,132 | 0,168 | |
| Bronz, dlhé triesky | < 850 N/mm² | E | 170 | 0,072 | 0,090 | 0,108 | 0,132 | 0,168 |
| 850 – 1200 N/mm² | E | 145 | 0,072 | 0,090 | 0,108 | 0,132 | 0,168 | |
| Hodnoty rezania pre dokončovacie kopírovanie | |||||||
| Pre priemer 3 až 6 | |||||||
| Označenie materiálu | Pevnosť v ťahu | Chladenie | vc | fz | |||
| Priemer 3 | Priemer 4 | Priemer 5 | Priemer 6 | ||||
| Hliník, hliníkové zliatiny | < 530 N/mm² | E | 580 | 0,053 | 0,057 | 0,061 | 0,066 |
| Hliník, hliníkové zliatiny < 10 % Si | < 600 N/mm² | E | 530 | 0,053 | 0,057 | 0,061 | 0,066 |
| Hliník, hliníkové zliatiny > 10 % Si | < 600 N/mm² | E | 290 | 0,048 | 0,050 | 0,052 | 0,055 |
| Meď, nízkolegovaná | < 350 N/mm² | E | 160 | 0,033 | 0,038 | 0,043 | 0,049 |
| Mosadz, krátke triesky | < 600 N/mm² | E | 290 | 0,033 | 0,038 | 0,043 | 0,049 |
| Mosadz, dlhé triesky | < 600 N/mm² | E | 205 | 0,033 | 0,038 | 0,043 | 0,049 |
| Bronz, krátke triesky | < 600 N/mm² | E | 205 | 0,033 | 0,038 | 0,043 | 0,049 |
| 650 – 850 N/mm² | E | 170 | 0,033 | 0,038 | 0,043 | 0,049 | |
| Bronz, dlhé triesky | < 850 N/mm² | E | 170 | 0,033 | 0,038 | 0,043 | 0,049 |
| 850 – 1200 N/mm² | E | 145 | 0,033 | 0,038 | 0,043 | 0,049 | |
| Kľúč | ||
| L = vzduch | ae = 0,1 x d1 | |
| E = emulzia | ||
| vc = rezná rýchlosť [m/min] | ||
| fz = posuv na zub [mm/t] | ap = 0,1 x d1 | |
| ae = hrúbka rezu (radiálna) | ||
| ap = hrúbka rezu (axiálna) | ||
| Uvedené rýchlosti rezania sa vzťahujú na všetky typy nástrojov v súlade s normou DIN 6527K alebo DIN6527L. V prípade stopkových fréz série XL sa odporúča znížiť rýchlosť rezania o 30 %. Vc ku kódom 7090 a 7260 (-30 %). | ||
| Hodnoty rezania pre hrubé kopírovanie | ||||||||
| Pre priemer 8 až 20 | ||||||||
| Označenie materiálu | Pevnosť v ťahu | Chladenie | vc | fz | ||||
| Priemer 8 | Priemer 10 | Priemer 12 | Priemer 16 | Priemer 20 | ||||
| Hliník, hliníkové zliatiny | < 530 N/mm² | E | 500 | 0,070 | 0,080 | 0,090 | 0,110 | 0,140 |
| Hliník, hliníkové zliatiny < 10 % Si | < 600 N/mm² | E | 475 | 0,070 | 0,080 | 0,090 | 0,110 | 0,140 |
| Hliník, hliníkové zliatiny > 10 % Si | < 600 N/mm² | E | 250 | 0,070 | 0,100 | 0,120 | 0,150 | 0,190 |
| Meď, nízkolegovaná | < 350 N/mm² | E | 135 | 0,060 | 0,075 | 0,090 | 0,110 | 0,140 |
| Mosadz, krátke triesky | < 600 N/mm² | E | 250 | 0,060 | 0,075 | 0,090 | 0,110 | 0,140 |
| Mosadz, dlhé triesky | < 600 N/mm² | E | 175 | 0,060 | 0,075 | 0,090 | 0,110 | 0,140 |
| Bronz, krátke triesky | < 600 N/mm² | E | 175 | 0,060 | 0,075 | 0,090 | 0,110 | 0,140 |
| 650 – 850 N/mm² | E | 135 | 0,060 | 0,075 | 0,090 | 0,110 | 0,140 | |
| Bronz, dlhé triesky | < 850 N/mm² | E | 135 | 0,060 | 0,075 | 0,090 | 0,110 | 0,140 |
| 850 – 1200 N/mm² | E | 120 | 0,060 | 0,075 | 0,090 | 0,110 | 0,140 | |
Naposledy pozreté

Hydraulický valec s dutým piestom, hliníkový 7 ks

Dištančná podložka

Šesťhranná skrutka so stopkou ISO 4014, oceľ 10.9, zinkové vločky, strieborná (ZFSHL)

Spona na obloženie

Šesťhranná klobúková matica, vysoký profil

Šesťhranná skrutka do plechu DIN 7976, pozinkovaná oceľ, modro pasivovaná (A2K), tvar C (s hrotom)

Stopková fréza z pevného karbidu So zaobľovacou frézou Speedcut Aluminium, veľmi dlhá XL, voliteľná, tri rezné hrany, nerovnomerný gradient uhla skrútenia

trakové Monterky CETUS

Šesťhranná matica s jemným závitom

Univerzálny ventil