





Stopková fréza z pevného karbidu ecoSpeedcut Universal, krátka, štyri čepele, nerovnomerný gradient uhla skrútenia, driek HA
Stopk. fréza SC WN Z4 2xD/1,3xD 35-38° HA TiAlN-S
FREZA-ST-VHM-ECOSP-K-UV-TIALN-HA-D12,0MM
Obj. č. 5443314405
EAN 4062856167302




























Zaregistrujte sa s vaším IČO, aby ste videli ceny a mohli u nás nakupovať.
Hárky údajov(X)

 | |
Kód výrobku | 7627 |
Materiály určené na spracovanie | Oceľ, Liatina, Ušľachtilá oceľ, Titán, Tvrdý apevný materiál, Meď, Mosadz, Hliník |
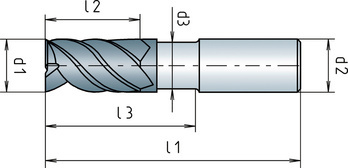
Priemer (d1) | 12 mm |
Priemer stopky (d2) | 12 mm |
Svetlá výška (d3) | 11,5 mm |
Normy | CS |
Konštrukčná dĺžka | Krátky |
Tvar drieku | Valcovité DIN6535-HA |
Rezný materiál | SC |
Povrch | TiAlN-S |
Prívod chladiva | Vonkajší |
Uhol otočenia | 35 – 38° |
Dĺžka (l1) | 50 mm |
Dĺžka reznej hrany (l2) | 15 mm |
Voľná dĺžka (l3) | 24 mm |
Počet ostrí (Z) | 4 KS |
Rohová skosená hrana | 0,25 mm |
Tolerancia priemeru rezania | h10 |
Tolerancia priemeru drieku | h6 |
Materiálová podskupina | Všeobecné štrukturálne ocele, Nezliatinové mäkčené ocele < 1000 N/mm², Zliatinové mäkčené ocele < 1000 N/mm², Nitridované ocele < 1300 N/mm², Sivá liatina, Temperovaná liatina, Nehrdzavejúce ocele < 850 N/mm², Nehrdzavejúce ocele > 850 N/mm², Titán, Titánové zliatiny, Ocele > 45 HRC, Meď, Mosadz, Hliník |
| Hodnoty rezania pre hrubovanie drážok | ||||||||
| Pre priemer 4 až 12 | ||||||||
| Označenie materiálu | Pevnosť v ťahu | Chladenie | vc | fz | ||||
| Priemer 4 | Priemer 6 | Priemer 8 | Priemer 10 | Priemer 12 | ||||
| Všeobecné konštrukčné ocele | < 500 N/mm² | L + E | 210 | 0,023 | 0,036 | 0,045 | 0,059 | 0,072 |
| 500 – 850 N/mm² | L + E | 170 | 0,023 | 0,032 | 0,045 | 0,054 | 0,068 | |
| Uhlíkové ocele | < 850 N/mm² | L + E | 170 | 0,023 | 0,032 | 0,045 | 0,054 | 0,063 |
| 850 – 1000 N/mm² | L + E | 160 | 0,018 | 0,027 | 0,036 | 0,050 | 0,059 | |
| Tepelne opracované nelegované ocele | < 700 N/mm² | L + E | 165 | 0,023 | 0,036 | 0,045 | 0,059 | 0,072 |
| 700 – 850 N/mm² | L + E | 165 | 0,023 | 0,032 | 0,045 | 0,056 | 0,068 | |
| 850 – 1000 N/mm² | L + E | 165 | 0,018 | 0,027 | 0,036 | 0,050 | 0,059 | |
| Tepelne opracované legované ocele | 850 – 1000 N/mm² | L + E | 160 | 0,018 | 0,027 | 0,036 | 0,050 | 0,054 |
| 1000 – 1200 N/mm² | L + E | 140 | 0,018 | 0,027 | 0,036 | 0,045 | 0,050 | |
| Nelegované cementované ocele | < 750 N/mm² | L + E | 210 | 0,023 | 0,036 | 0,045 | 0,059 | 0,072 |
| Legované cementované ocele | < 1000 N/mm² | L + E | 160 | 0,018 | 0,027 | 0,036 | 0,050 | 0,059 |
| 1000 – 1200 N/mm² | L + E | 140 | 0,018 | 0,027 | 0,036 | 0,045 | 0,054 | |
| Nitridačné ocele | < 1000 N/mm² | L + E | 160 | 0,018 | 0,027 | 0,036 | 0,050 | 0,059 |
| 1000 – 1200 N/mm² | L + E | 140 | 0,018 | 0,027 | 0,032 | 0,041 | 0,045 | |
| Nástrojové ocele | < 850 N/mm² | L + E | 170 | 0,018 | 0,027 | 0,036 | 0,050 | 0,059 |
| 850 – 1100 N/mm² | L + E | 160 | 0,016 | 0,023 | 0,032 | 0,045 | 0,054 | |
| Vysokorýchlostné ocele | 850 – 1200 N/mm² | L + E | 95 | 0,018 | 0,027 | 0,036 | 0,045 | 0,054 |
| Pružinové ocele | < 1200 N/mm² | L + E | 95 | 0,014 | 0,023 | 0,027 | 0,036 | 0,041 |
| Nehrdzavejúce ocele, sírené | < 700 N/mm² | E | 115 | 0,018 | 0,027 | 0,036 | 0,050 | 0,059 |
| Nehrdzavejúce ocele, austenitické | < 700 N/mm² | E | 110 | 0,018 | 0,027 | 0,036 | 0,045 | 0,054 |
| < 850 N/mm² | E | 95 | 0,018 | 0,027 | 0,036 | 0,045 | 0,054 | |
| Nehrdzavejúce ocele, martenzitické | < 1100 N/mm² | E | 80 | 0,018 | 0,027 | 0,036 | 0,045 | 0,056 |
| Špeciálne zliatiny | < 1200 N/mm² | E | 65 | 0,014 | 0,023 | 0,032 | 0,041 | 0,045 |
| Titán, titánové zliatiny | < 850 N/mm² | E | 60 | 0,018 | 0,027 | 0,036 | 0,045 | 0,054 |
| Liatina | < 180 HB | - | 145 | 0,021 | 0,036 | 0,045 | 0,068 | 0,081 |
| < 180 HB | - | 115 | 0,023 | 0,032 | 0,036 | 0,054 | 0,059 | |
| Nodulárny grafit, tvárne železo | < 180 HB | - | 115 | 0,023 | 0,032 | 0,036 | 0,054 | 0,059 |
| > 260 HB | E | 95 | 0,023 | 0,032 | 0,036 | 0,054 | 0,059 | |
| Kľúč | ||
| L = vzduch | ae = 0,5 x d1 | |
| E = emulzia | ||
| vc = rezná rýchlosť [m/min] | ||
| fz = posuv na zub [mm/t] | ap = 1 x d1 | |
| ae = hrúbka rezu (radiálna) | ||
| ap = hrúbka rezu (axiálna) | ||
| Navrhované hodnoty rezania sú referenčné hodnoty a je potrebné ich prispôsobiť na základe príslušných podmienok. | ||
| Hodnoty rezania pre hrubovanie obrysov | ||||||||
| Pre priemer 4 až 12 | ||||||||
| Označenie materiálu | Pevnosť v ťahu | Chladenie | vc | fz | ||||
| Priemer 4 | Priemer 6 | Priemer 8 | Priemer 10 | Priemer 12 | ||||
| Všeobecné konštrukčné ocele | < 500 N/mm² | L + E | 231 | 0,025 | 0,040 | 0,050 | 0,065 | 0,079 |
| 500 – 850 N/mm² | L + E | 187 | 0,025 | 0,035 | 0,050 | 0,059 | 0,075 | |
| Uhlíkové ocele | < 850 N/mm² | L + E | 187 | 0,025 | 0,035 | 0,050 | 0,059 | 0,069 |
| 850 – 1000 N/mm² | L + E | 176 | 0,020 | 0,030 | 0,040 | 0,055 | 0,065 | |
| Tepelne opracované nelegované ocele | < 700 N/mm² | L + E | 182 | 0,025 | 0,040 | 0,050 | 0,065 | 0,079 |
| 700 – 850 N/mm² | L + E | 182 | 0,025 | 0,035 | 0,050 | 0,062 | 0,075 | |
| 850 – 1000 N/mm² | L + E | 182 | 0,020 | 0,030 | 0,040 | 0,055 | 0,065 | |
| Tepelne opracované legované ocele | 850 – 1000 N/mm² | L + E | 176 | 0,020 | 0,030 | 0,040 | 0,055 | 0,059 |
| 1000 – 1200 N/mm² | L + E | 154 | 0,020 | 0,030 | 0,040 | 0,050 | 0,055 | |
| Nelegované cementované ocele | < 750 N/mm² | L + E | 231 | 0,025 | 0,040 | 0,050 | 0,065 | 0,079 |
| Legované cementované ocele | < 1000 N/mm² | L + E | 176 | 0,020 | 0,030 | 0,040 | 0,055 | 0,065 |
| 1000 – 1200 N/mm² | L + E | 154 | 0,020 | 0,030 | 0,040 | 0,050 | 0,059 | |
| Nitridačné ocele | < 1000 N/mm² | L + E | 176 | 0,020 | 0,030 | 0,040 | 0,055 | 0,065 |
| 1000 – 1200 N/mm² | L + E | 154 | 0,020 | 0,030 | 0,035 | 0,045 | 0,050 | |
| Nástrojové ocele | < 850 N/mm² | L + E | 187 | 0,020 | 0,030 | 0,040 | 0,055 | 0,065 |
| 850 – 1100 N/mm² | L + E | 176 | 0,018 | 0,025 | 0,035 | 0,050 | 0,059 | |
| Vysokorýchlostné ocele | 850 – 1200 N/mm² | L + E | 105 | 0,020 | 0,030 | 0,040 | 0,050 | 0,059 |
| Pružinové ocele | < 1200 N/mm² | L + E | 105 | 0,015 | 0,025 | 0,030 | 0,040 | 0,045 |
| Nehrdzavejúce ocele, sírené | < 700 N/mm² | E | 127 | 0,020 | 0,030 | 0,040 | 0,055 | 0,065 |
| Nehrdzavejúce ocele, austenitické | < 700 N/mm² | E | 121 | 0,020 | 0,030 | 0,040 | 0,050 | 0,059 |
| < 850 N/mm² | E | 105 | 0,020 | 0,030 | 0,040 | 0,050 | 0,059 | |
| Nehrdzavejúce ocele, martenzitické | < 1100 N/mm² | E | 88 | 0,020 | 0,030 | 0,040 | 0,050 | 0,062 |
| Špeciálne zliatiny | < 1200 N/mm² | E | 72 | 0,015 | 0,025 | 0,035 | 0,045 | 0,050 |
| Titán, titánové zliatiny | < 850 N/mm² | E | 66 | 0,020 | 0,030 | 0,040 | 0,050 | 0,059 |
| Liatina | < 180 HB | - | 160 | 0,023 | 0,040 | 0,050 | 0,075 | 0,089 |
| < 180 HB | - | 127 | 0,025 | 0,035 | 0,040 | 0,059 | 0,065 | |
| Nodulárny grafit, tvárne železo | < 180 HB | - | 127 | 0,025 | 0,035 | 0,040 | 0,059 | 0,065 |
| > 260 HB | E | 105 | 0,025 | 0,035 | 0,040 | 0,059 | 0,065 | |
| Kľúč | ||
| L = vzduch | ae = 1 x d1 | |
| E = emulzia | ||
| vc = rezná rýchlosť [m/min] | ||
| fz = posuv na zub [mm/t] | ap = 1 x d1 | |
| ae = hrúbka rezu (radiálna) | ||
| ap = hrúbka rezu (axiálna) | ||
| Navrhované hodnoty rezania sú referenčné hodnoty a je potrebné ich prispôsobiť na základe príslušných podmienok. | ||
Naposledy pozreté

Skrutka s guľatou hlavou a štvorhranným krkom DIN 603, oceľ, trieda pevnosti 8.8, zinkové vločky, strieborná (ZFSHL)

Závitorezná skrutka GEFU® So závitom Taptite 2000®, sploštená pologuľatá hlava s manžetou a uťahovacím profilom TX

Skrutka so zápustnou hlavou s drážkou Z

Šesťhranná skrutka so stopkou

Závitový kolík s vnútorným šesťhranom a s čapom ISO 4028, oceľ 45H, pozinkovaná, modrá pasivovaná (A2K)

Pružná poistná podložka, tvar B DIN 137, pružinová oceľ, pozinkovaná, žltá (A2C), tvar B, zvlnená

Skrutka s vnútorným šesťhranom a valcovou hlavou ISO 4762/DIN 912, oceľ 8.8, pozinkovaná, modrá pasivovaná (A2K)

Poistný krúžok pre otvor s pútkami

Skrutka do plechu s plochou hlavou, typ C so šesťhrannou hlavou ISO 14585, pozinkovaná oceľ, modrá pasivovaná, tvar C (s hrotom)

Závitový kolík ISO 4027, oceľ 45H, pozinkovaná, modrá pasivovaná (A2K)