





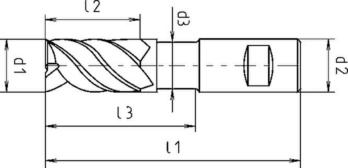
Stopková fréza zo spekaného karbidu, DIN 6527L, dlhá, voliteľná, vrták so štyrmi reznými hranami, nerovnomerný gradient uhla skrútenia
Stopk. fréza HPC/MTC, spek. karbid, DIN6527L Z4 HB
FRE-SP-HPC-DIN6527L-IX-VHM-UL-HB-D10,0MM




























Zaregistrujte sa s vaším IČO, aby ste videli ceny a mohli u nás nakupovať.
Hárky údajov(X)

 | |
Kód výrobku | 8447 |
Materiály určené na spracovanie | Oceľ, Ušľachtilá oceľ, Titán, Hliník, GFK |
Priemer (d1) | 10 mm |
Priemer stopky (d2) | 10 mm |
Svetlá výška (d3) | 9.5 mm |
Normy | DIN 6527 |
Konštrukčná dĺžka | Dlhý |
Tvar drieku | Valcovité DIN6535-HB |
Rezný materiál | SC |
Povrch | ULTRADUR |
Prívod chladiva | Vonkajší |
Uhol otočenia | 39 – 42° |
Dĺžka (l1) | 72 mm |
Dĺžka reznej hrany (l2) | 22 mm |
Voľná dĺžka (l3) | 34 mm |
Počet ostrí (Z) | 4 KS |
Rohová skosená hrana | 0.25 mm |
Tolerancia priemeru rezania | h10 |
Tolerancia priemeru drieku | h6 |
Materiálová podskupina | Všeobecné štrukturálne ocele, Nezliatinové mäkčené ocele < 1000 N/mm², Zliatinové mäkčené ocele < 1000 N/mm², Nitridované ocele < 1300 N/mm², Nehrdzavejúce ocele < 850 N/mm², Nehrdzavejúce ocele > 850 N/mm², Titán, Titánové zliatiny, Hliník, FVK |
Naposledy pozreté

Náhradná silikónová hadica Pre zbernú fľašu

Elektrikárske puzdro na opasok bez kovových častí

Čap so závrtným koncom ≈ 2d

Šesťhranná matica ISO 4032, oceľ 5/2, pozinkovaná, modrá pasivovaná (A2K), určená na konštrukciu tlakových nádob

Skrutka so zapustenou hlavou, H DIN 965, oceľ 4.8, pozinkovaná, modrá pasivovaná (A2K)

Bezpečnostné topánky S3 FLEXITEC® ESD
Suchý brúsny papierový kotúč KP perfect, drevo

Slepá nitovacia skrutka so zápustnou hlavou

Skrutka so šesťhrannou hlavou so závitom až k hlave ISO 4017 nehrdzavejúca oceľ A2-50 a A2-70, bez povrchovej úpravy

Brúsny papier na suché brúsenie vozidiel RED PERFECT®