





Stopková fréza zo spekaného karbidu, krátka, dvojitá čepeľ
St. fréza zo sp. kar., Al, WN-K Z2 2xD 30° typ W
FREZA STOPKOVA-WN-AL-VHM-W-D12,0MM












Zaregistrujte sa s vaším IČO, aby ste videli ceny a mohli u nás nakupovať.
Hárky údajov(X)

 | |
Kód výrobku | 6915 |
Materiály určené na spracovanie | Hliník, Meď, Mosadz, plast |
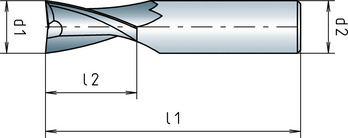
Priemer (d1) | 12 mm |
Priemer stopky (d2) | 12 mm |
Normy | CS |
Konštrukčná dĺžka | Krátky |
Tvar drieku | Valcový |
Rezný materiál | SC |
Povrch | Bez povrchovej úpravy |
Prívod chladiva | Vonkajší |
Uhol otočenia | 30° |
Dĺžka (l1) | 73 mm |
Dĺžka reznej hrany (l2) | 22 mm |
Počet ostrí (Z) | 2 KS |
Tolerancia priemeru rezania | h10 |
Tolerancia priemeru drieku | h6 |
Materiálová podskupina | Hliník, Meď, Mosadz, Plasty |
| Legenda | ||
| E = emulzia | ae = 0,1 x d1 | |
| vc = rezná rýchlosť [m/min] | ||
| fz = posuv na zub [mm/t] | ap = 1,5 x d1 | |
| ae = hrúbka rezu (radiálna) | ||
| ap = hrúbka rezu (axiálna) | ||
| Navrhované hodnoty rezania sú referenčné hodnoty a je potrebné ich prispôsobiť na základe príslušných podmienok. | ||
| Hodnoty rezania pre dokončovacie obrábanie obrysov | |||||||
| Pre priemer 10 – 20 | |||||||
| Označenie materiálu | Pevnosť v ťahu | Chladenie | vc | fz | |||
| Priemer 10 – 11,9 | Priemer 12 – 15,9 | Priemer 16 – 19,9 | Priemer 20 | ||||
| Hliník, hliníkové zliatiny | < 530 N/mm² | E | 400 | 0,063 | 0,079 | 0,101 | 0,126 |
| Hliník, hliníkové zliatiny < 10 % Si | < 600 N/mm² | E | 300 | 0,063 | 0,079 | 0,101 | 0,126 |
| Hliník, hliníkové zliatiny > 10 % Si | < 600 N/mm² | E | 250 | 0,063 | 0,079 | 0,101 | 0,126 |
| Horčík, horčíkové zliatiny | < 280 N/mm² | E | 400 | 0,063 | 0,079 | 0,101 | 0,126 |
| Meď, nízkolegovaná | < 350 N/mm² | E | 200 | 0,063 | 0,079 | 0,101 | 0,126 |
| Mosadz, krátke triesky | < 600 N/mm² | - | 180 | 0,063 | 0,079 | 0,101 | 0,126 |
| Mosadz, dlhé triesky | < 600 N/mm² | - | 180 | 0,063 | 0,079 | 0,101 | 0,126 |
| Bronz, krátke triesky | < 600 N/mm² | - | 180 | 0,063 | 0,079 | 0,101 | 0,126 |
| 650 – 850 N/mm² | - | 150 | 0,063 | 0,079 | 0,101 | 0,126 | |
| Bronz, dlhé triesky | < 850 N/mm² | E | 150 | 0,063 | 0,079 | 0,101 | 0,126 |
| 850 – 1200 N/mm² | E | 120 | 0,063 | 0,079 | 0,101 | 0,126 | |
| Grafit | - | 90 | 0,072 | 0,089 | 0,107 | 0,125 | |
| Hodnoty rezania pre dokončovacie obrábanie obrysov | ||||||||
| Pre priemer 1 – 9,9 | ||||||||
| Označenie materiálu | Pevnosť v ťahu | Chladenie | vc | fz | ||||
| Priemer 1 – 1,9 | Priemer 2 – 3,9 | Priemer 4 – 5,9 | Priemer 6 – 7,9 | Priemer 8 – 9,9 | ||||
| Hliník, hliníkové zliatiny | < 530 N/mm² | E | 400 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| Hliník, hliníkové zliatiny < 10 % Si | < 600 N/mm² | E | 300 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| Hliník, hliníkové zliatiny > 10 % Si | < 600 N/mm² | E | 250 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| Horčík, horčíkové zliatiny | < 280 N/mm² | E | 400 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| Meď, nízkolegovaná | < 350 N/mm² | E | 200 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| Mosadz, krátke triesky | < 600 N/mm² | - | 180 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| Mosadz, dlhé triesky | < 600 N/mm² | - | 180 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| Bronz, krátke triesky | < 600 N/mm² | - | 180 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| 650 – 850 N/mm² | - | 150 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 | |
| Bronz, dlhé triesky | < 850 N/mm² | E | 150 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 |
| 850 – 1200 N/mm² | E | 120 | 0,006 | 0,012 | 0,024 | 0,031 | 0,047 | |
| Grafit | - | 90 | 0,007 | 0,014 | 0,020 | 0,027 | 0,054 | |
| Legenda | ||
| E = emulzia | ae = 0,5 x d1 | |
| vc = rezná rýchlosť [m/min] | ||
| fz = posuv na zub [mm/t] | ap = 1 x d1 | |
| ae = hrúbka rezu (radiálna) | ||
| ap = hrúbka rezu (axiálna) | ||
| Navrhované hodnoty rezania sú referenčné hodnoty a je potrebné ich prispôsobiť na základe príslušných podmienok. | ||
| Hodnoty rezania pre hrubovanie obrysov | |||||||
| Pre priemer 10 – 20 | |||||||
| Označenie materiálu | Pevnosť v ťahu | Chladenie | vc | fz | |||
| Priemer 10 – 11,9 | Priemer 12 – 15,9 | Priemer 16 – 19,9 | Priemer 20 | ||||
| Hliník, hliníkové zliatiny | < 530 N/mm² | E | 200 | 0,050 | 0,070 | 0,090 | 0,120 |
| Hliník, hliníkové zliatiny < 10 % Si | < 600 N/mm² | E | 150 | 0,050 | 0,070 | 0,090 | 0,120 |
| Hliník, hliníkové zliatiny > 10 % Si | < 600 N/mm² | E | 120 | 0,050 | 0,070 | 0,090 | 0,120 |
| Horčík, horčíkové zliatiny | < 280 N/mm² | E | 200 | 0,050 | 0,070 | 0,090 | 0,120 |
| Meď, nízkolegovaná | < 350 N/mm² | E | 150 | 0,050 | 0,070 | 0,090 | 0,120 |
| Mosadz, krátke triesky | < 600 N/mm² | - | 140 | 0,050 | 0,070 | 0,090 | 0,120 |
| Mosadz, dlhé triesky | < 600 N/mm² | - | 140 | 0,050 | 0,070 | 0,090 | 0,120 |
| Bronz, krátke triesky | < 600 N/mm² | - | 140 | 0,050 | 0,070 | 0,090 | 0,120 |
| 650 – 850 N/mm² | - | 120 | 0,050 | 0,070 | 0,090 | 0,120 | |
| Bronz, dlhé triesky | < 850 N/mm² | E | 120 | 0,050 | 0,070 | 0,090 | 0,120 |
| 850 – 1200 N/mm² | E | 95 | 0,050 | 0,070 | 0,090 | 0,120 | |
| Grafit | - | 70 | 0,050 | 0,060 | 0,080 | 0,100 | |
| Hodnoty rezania pre hrubovanie obrysov | ||||||||
| Pre priemer 1 – 9,9 | ||||||||
| Označenie materiálu | Pevnosť v ťahu | Chladenie | vc | fz | ||||
| Priemer 1 – 1,9 | Priemer 2 – 3,9 | Priemer 4 – 5,9 | Priemer 6 – 7,9 | Priemer 8 – 9,9 | ||||
| Hliník, hliníkové zliatiny | < 530 N/mm² | E | 200 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Hliník, hliníkové zliatiny < 10 % Si | < 600 N/mm² | E | 150 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Hliník, hliníkové zliatiny > 10 % Si | < 600 N/mm² | E | 120 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Horčík, horčíkové zliatiny | < 280 N/mm² | E | 200 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Meď, nízkolegovaná | < 350 N/mm² | E | 150 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Mosadz, krátke triesky | < 600 N/mm² | - | 140 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Mosadz, dlhé triesky | < 600 N/mm² | - | 140 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| Bronz, krátke triesky | < 600 N/mm² | - | 140 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| 650 – 850 N/mm² | - | 120 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Bronz, dlhé triesky | < 850 N/mm² | E | 120 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 |
| 850 – 1200 N/mm² | E | 95 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
| Grafit | - | 70 | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | |
Naposledy pozreté

Manžeta na opravy, zmrštiteľná teplom

Skrutka s plochou hlavou a krížovou drážkou H ISO 7045, oceľ 4,8, pozinkovaná, modrá pasivovaná (A2K)

Úderový Nástrčný kľúč 3/4" šesťhranný, metrický, krátky

Strmeňová rukoväť

Mikina Job+

Skrutka do drevotriesky WÜPOFAST®, pozinkovaná, modrá

Skrutka so zápustnou šošovkovitou hlavou H DIN 966, oceľ 4,8, pozinkovaná, modrá pasivovaná (A2K)

Kolíkový koncový konektor 4,0 Neizolované

Nástenná skrinka Na ukladanie kľúčov

Skrutka so šesťhrannou hlavou a stopkou ISO 4014, oceľ 8.8U, žiarovo galvanizovaná