





Stredový vrták NC, spekaný karbid, 90°
Strediaci vrták NC, 90°, spekaný karbid, WN, TiAIN
VRT-SPRL-KOV-NC90-VHM-TN-D5,0MM
Obj. č. 5443002762
EAN 4055375891490













Zaregistrujte sa s vaším IČO, aby ste videli ceny a mohli u nás nakupovať.
Povrchová úprava TiAIN
- Vyšší výkon
- Dlhšia životnosť
Hárky údajov(X)

 | |
Kód výrobku | 6227 |
Normy | CS |
Povrch | TiAlN |
Rezný materiál | SC |
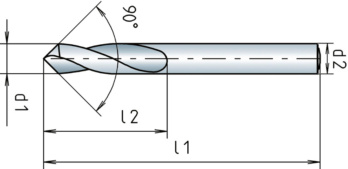
Vrcholový uhol | 90 Stupeň |
Priemer (d1) | 5 mm |
Tvar drieku | Valcový |
Dĺžka (l1) | 62 mm |
Dĺžka upínacej drážky (l2) | 14 mm |
Priemer stopky (d2) | 5 mm |
Tolerancia priemeru rezania | h6 |
Tolerancia priemeru drieku | h6 |
| Hodnoty rezania pre vrtáky zo spekaného karbidu, s povrchovou úpravou | |||||||||
| Pre priemer 4 – 20 | |||||||||
| Označenie materiálu | Pevnosť v ťahu | Chladenie | vc | f | |||||
| od | do | Priemer 4 – 5,9 | Priemery 6 – 8,9 | Priemery 9 – 11,9 | Priemer 12 – 15,9 | Priemer 16 – 20 | |||
| Všeobecné konštrukčné ocele | < 500 N/mm² | E | 80 | 100 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| 500 – 850 N/mm² | E | 80 | 100 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 | |
| Uhlíkové ocele | < 850 N/mm² | E | 80 | 100 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| 850 – 1000 N/mm² | E | 70 | 85 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 | |
| Tepelne opracované nelegované ocele | < 700 N/mm² | E | 80 | 100 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| 700 – 850 N/mm² | E | 80 | 100 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 | |
| 850 – 1000 N/mm² | E | 70 | 85 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 | |
| Tepelne opracované legované ocele | 850 – 1000 N/mm² | E | 70 | 85 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| 1000 – 1200 N/mm² | E | 65 | 80 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 | |
| Nelegované cementované ocele | < 750 N/mm² | E | 80 | 100 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| Legované cementované ocele | < 1000 N/mm² | E | 70 | 85 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| 1000 – 1200 N/mm² | E | 65 | 80 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 | |
| Nitridačné ocele | < 1000 N/mm² | E | 70 | 85 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 |
| 1000 – 1200 N/mm² | E | 65 | 80 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 | |
| Nástrojové ocele | < 850 N/mm² | E | 70 | 85 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 |
| 850 – 1100 N/mm² | E | 65 | 80 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 | |
| 1100 – 1400 N/mm² | E | 40 | 50 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 | |
| Rýchlorezné ocele | 850 – 1200 N/mm² | E | 40 | 50 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 |
| Stavebná oceľ odolná voči opotrebovaniu | 1350 N/mm² | E | 25 | 45 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 |
| Pružinové ocele | < 1200 N/mm² | E | 25 | 45 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 |
| Nehrdzavejúce ocele, sírené | < 700 N/mm² | E | 40 | 50 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| Nehrdzavejúce ocele, austenitické | < 700 N/mm² | E | 40 | 50 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| < 850 N/mm² | E | 32,5 | 45,5 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 | |
| Nehrdzavejúce ocele, martenzitické | < 1100 N/mm² | E | 32,5 | 45,5 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| Špeciálne zliatiny | < 1200 N/mm² | E | 20 | 35 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 |
| Liatina | < 180 HB | T/E | 90 | 130 | 0,090 | 0,130 | 0,160 | 0,210 | 0,263 |
| > 180 HB | T/E | 90 | 130 | 0,090 | 0,130 | 0,160 | 0,210 | 0,263 | |
| Nodulárny grafit, kujné železo | > 180 HB | E | 84,5 | 100 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| > 260 HB | E | 84,5 | 100 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 | |
| Hliník, hliníkové zliatiny | < 530 N/mm² | E | 200 | 300 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Hliník, hliníkové zliatiny < 10 % Si | < 600 N/mm² | E | 130 | 230 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Hliník, hliníkové zliatiny > 10 % Si | < 600 N/mm² | E | 130 | 230 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Horčík, horčíkové zliatiny | < 280 N/mm² | E | 200 | 300 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Meď, nízkolegovaná | < 350 N/mm² | E | 130 | 230 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Mosadz, krátke triesky | < 600 N/mm² | E | 130 | 230 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Mosadz, dlhé triesky | < 600 N/mm² | E | 130 | 230 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Bronz, krátke triesky | < 600 N/mm² | E | 130 | 230 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| 650 – 850 N/mm² | E | 130 | 230 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 | |
| Bronz, dlhé triesky | < 850 N/mm² | E | 120 | 180 | 0,090 | 0,130 | 0,160 | 0,210 | 0,263 |
| 850 – 1200 N/mm² | E | 120 | 180 | 0,090 | 0,130 | 0,160 | 0,210 | 0,263 | |
| Grafit | T | 90 | 130 | 0,090 | 0,130 | 0,160 | 0,210 | 0,263 | |
| Popis | |
| E = emulzia | |
| T = suché | |
| vc = rezná rýchlosť [m/min] | |
| f = posun [mm/r] | |
| Navrhované hodnoty rezania sú referenčné hodnoty a je potrebné ich prispôsobiť na základe príslušných podmienok. | |
Naposledy pozreté

Klinec s malou hlavičkou, typ WY

Šesťhranná skrutka so stopkou

Sprej na cylindrické vložky

Pracovné Tričko CETUS

Napínač s popr. vedeným cez stred

Skrutka s vnútorným šesťhranom a valcovou hlavou ISO 4762/DIN 912, oceľ 12.9, bez povrchovej úpravy

Nohavice STAR COTTON

Súprava ručných závitníkov HSS, DIN 352, 3 kusy

Obdĺžniková zátka GPN 270 R Polyetylén (PE-LLD), čierna

Skrutka so sploštenou pologuľatou hlavou a vnútorným šesťhranom ISO 7380-1, oceľ 010.9, pozinkovaná, modrá pasivovaná (A2K)