





Stupňovitý vrták HSS Subland DIN 8374 stredný 90°
Stupň. vrták HSS Subland HSS DIN8374 stredný 90°
VRTAK-DIN8374RNM-90DGR-HSS-D9,0MM
Obj. č. 5443810403
EAN 4062856088737














Zaregistrujte sa s vaším IČO, aby ste videli ceny a mohli u nás nakupovať.
Hárky údajov(X)

 | |
Kód výrobku | 841M |
Materiály určené na spracovanie | Oceľ, Liatina, Meď, Mosadz, Hliník, plast |
Vhodnosť pre skrutku | M8 |
Normy | DIN 8374 |
Rezný materiál | HSS |
Povrch | Vaporizované |
Vrcholový uhol | 118 Stupeň |
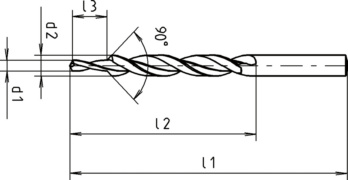
Priemer vodiaceho otvoru (d1) | 9,0 mm |
Priemer výhrubníka (d2) | 17,2 mm |
Dĺžka (l1) | 191 mm |
Dĺžka upínacej drážky (l2) | 130 mm |
Dĺžka vodiaceho otvoru (l3) | 19 mm |
Uhol zahĺbenia | 90 Stupeň |
Tvar drieku | Valcový |
Priemer stopky | 17,20 mm |
Počet zubov | 2 KS |
Prívod chladiva | Vonkajší |
Tolerancia priemeru rezania | h8 |
Tolerancia priemeru drieku | h8 |
Materiálová podskupina | Všeobecné štrukturálne ocele, Nezliatinové mäkčené ocele < 1000 N/mm², Zliatinové mäkčené ocele < 1000 N/mm², Sivá liatina, Temperovaná liatina, Meď, Mosadz, Hliník, Plasty |
| Hodnoty rezania pre vrtáky HSS | |||||
| Pre priemer 5,5 až 9 | |||||
| Označenie materiálu | Pevnosť v ťahu | vc | f | ||
| od | do | Priemer 5,5 – 7,9 | Priemer 8 – 9 | ||
| Všeobecné konštrukčné ocele | < 500 N/mm² | 30 | 50 | 0,120 | 0,200 |
| 500 – 850 N/mm² | 25 | 35 | 0,120 | 0,200 | |
| Uhlíkové ocele | < 850 N/mm² | 25 | 35 | 0,120 | 0,200 |
| 850 – 1 000 N/mm² | 20 | 30 | 0,070 | 0,100 | |
| Tepelne opracované nelegované ocele | < 700 N/mm² | 25 | 35 | 0,070 | 0,100 |
| 700 – 850 N/mm² | 20 | 30 | 0,070 | 0,100 | |
| 850 – 1 000 N/mm² | 20 | 25 | 0,060 | 0,090 | |
| Tepelne opracované legované ocele | 850 – 1 000 N/mm² | 15 | 20 | 0,050 | 0,080 |
| 1000 – 1 200 N/mm² | 8 | 12 | 0,050 | 0,080 | |
| Nelegované cementované ocele | < 750 N/mm² | 25 | 35 | 0,070 | 0,100 |
| Legované cementované ocele | < 1 000 N/mm² | 15 | 20 | 0,050 | 0,080 |
| 1 000 – 1 200 N/mm² | 8 | 12 | 0,050 | 0,080 | |
| Nitridačné ocele | < 1 000 N/mm² | 10 | 15 | 0,050 | 0,080 |
| 1 000 – 1 200 N/mm² | 8 | 12 | 0,050 | 0,080 | |
| Nástrojové ocele | < 850 N/mm² | 10 | 15 | 0,050 | 0,080 |
| 850 – 1 100 N/mm² | 8 | 12 | 0,050 | 0,080 | |
| Liatina | < 180 HB | 20 | 30 | 0,120 | 0,200 |
| > 180 HB | 20 | 30 | 0,100 | 0,160 | |
| Nodulárny grafit, tvárne železo | > 180 HB | 25 | 35 | 0,120 | 0,200 |
| > 260 HB | 18 | 22 | 0,100 | 0,160 | |
| Hliník, hliníkové zliatiny | < 530 N/mm² | 40 | 100 | 0,140 | 0,180 |
| Hliník, hliníkové zliatiny < 10 % Si | < 600 N/mm² | 30 | 60 | 0,140 | 0,180 |
| Horčík, horčíkové zliatiny | < 280 N/mm² | 40 | 100 | 0,140 | 0,180 |
| Meď, nízkolegovaná | < 350 N/mm² | 35 | 65 | 0,140 | 0,180 |
| Mosadz, krátke triesky | < 600 N/mm² | 60 | 100 | 0,180 | 0,250 |
| Mosadz, dlhé triesky | < 600 N/mm² | 35 | 60 | 0,150 | 0,400 |
| Bronz, krátke triesky | < 600 N/mm² | 25 | 50 | 0,080 | 0,140 |
| 650 – 850 N/mm² | 25 | 50 | 0,080 | 0,140 | |
| Bronz, dlhé triesky | < 850 N/mm² | 15 | 35 | 0,080 | 0,140 |
| 850 – 1 200 N/mm² | 15 | 35 | 0,080 | 0,140 | |
| Legenda |
| vc = rezná rýchlosť [m/min] |
| f = posun [mm/r] |
| Navrhované hodnoty rezania sú referenčné hodnoty a je potrebné ich prispôsobiť na základe príslušných podmienok. |
Naposledy pozreté

Skrytý záves TIOMOS naklikávací 120

Zdvíhací popruh

Skrutka so zápustnou šesťhrannou hlavou

Systémový vozík

Poistná podložka DIN 127, oceľ, bez povrchovej úpravy

Skrutka so zápustnou šesťhrannou hlavou ISO 14581, oceľ, trieda pevnosti 8.8, zinkovo-niklová povrchová úprava, čierna (ZNBHL)

Spájkovaná káblová prípojka DIN 46211

Brúsny pás pre bočné brúsky

Navijak pneumatickej hadice DSA-S

Šesťhranná matica s upínacím dielom (nekovová vložka) ISO 7040, oceľ 8 s lamelovým pozinkovaním (ZFSHL)