





Stupňovitý vrták Subland, DIN 8377, RN, stredný, 180°, s Morseovým kužeľom
Stup. vrták Subland MK HSS, DIN 8377, stredný 180°
VRT-STUPN-MF-DIN8377RNM-180ST-HSS-D15,5













Zaregistrujte sa s vaším IČO, aby ste videli ceny a mohli u nás nakupovať.
Hárky údajov(X)

 | |
Kód výrobku | 852 |
Materiály určené na spracovanie | Oceľ, Liatina, Meď, Mosadz, Hliník, plast |
Vhodnosť pre skrutku | M14 |
Normy | DIN 8377 |
Rezný materiál | HSS |
Povrch | Vaporizované |
Vrcholový uhol | 118 Stupeň |
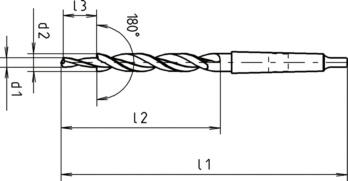
Priemer vodiaceho otvoru (d1) | 15.5 mm |
Priemer výhrubníka (d2) | 24 mm |
Dĺžka (l1) | 281 mm |
Dĺžka upínacej drážky (l2) | 130 mm |
Dĺžka vodiaceho otvoru (l3) | 31 mm |
Uhol zahĺbenia | 180 Stupeň |
Tvar drieku | Morseho skosenie |
Vhodnosť pre nástroje s Morseovým kužeľom | BUP 3 |
Počet zubov | 2 KS |
Prívod chladiva | Vonkajší |
Tolerancia priemeru rezania | h8 |
Tolerancia priemeru drieku | h8 |
Materiálová podskupina | Všeobecné štrukturálne ocele, Nezliatinové mäkčené ocele < 1000 N/mm², Zliatinové mäkčené ocele < 1000 N/mm², Sivá liatina, Temperovaná liatina, Meď, Mosadz, Hliník, Plasty |
| Hodnoty rezania pre vrtáky HSS | ||||||
| Pre priemery 11 až 17,5 | ||||||
| Označenie materiálu | Pevnosť v ťahu | vc | f | |||
| od | do | Priemery 11 – 11,9 | Priemery 12 – 15,9 | Priemery 16 – 17,5 | ||
| Všeobecné konštrukčné ocele | < 500 N/mm² | 30 | 50 | 0,200 | 0,250 | 0,300 |
| 500 – 850 N/mm² | 25 | 35 | 0,200 | 0,250 | 0,300 | |
| Obrábacie ocele | < 850 N/mm² | 25 | 35 | 0,200 | 0,250 | 0,300 |
| 850 – 1000 N/mm² | 20 | 30 | 0,100 | 0,160 | 0,200 | |
| Tepelne opracované nelegované ocele | < 700 N/mm² | 25 | 35 | 0,100 | 0,160 | 0,200 |
| 700 – 850 N/mm² | 20 | 30 | 0,100 | 0,160 | 0,200 | |
| 850 – 1000 N/mm² | 20 | 25 | 0,090 | 0,140 | 0,180 | |
| Tepelne opracované legované ocele | 850 – 1000 N/mm² | 15 | 20 | 0,080 | 0,120 | 0,140 |
| 1000 – 1200 N/mm² | 8 | 12 | 0,080 | 0,120 | 0,140 | |
| Nelegované cementované ocele | < 750 N/mm² | 25 | 35 | 0,100 | 0,160 | 0,200 |
| Legované cementované ocele | < 1000 N/mm² | 15 | 20 | 0,080 | 0,120 | 0,140 |
| 1000 – 1200 N/mm² | 8 | 12 | 0,080 | 0,120 | 0,140 | |
| Nitridované ocele | < 1000 N/mm² | 10 | 15 | 0,080 | 0,120 | 0,140 |
| 1000 – 1200 N/mm² | 8 | 12 | 0,080 | 0,120 | 0,140 | |
| Nástrojové ocele | < 850 N/mm² | 10 | 15 | 0,080 | 0,120 | 0,140 |
| 850 – 1100 N/mm² | 8 | 12 | 0,080 | 0,120 | 0,140 | |
| Liatina | < 180 HB | 20 | 30 | 0,200 | 0,250 | 0,300 |
| > 180 HB | 20 | 30 | 0,160 | 0,200 | 0,250 | |
| Vločkový grafit, kujné železo | > 180 HB | 25 | 35 | 0,200 | 0,250 | 0,300 |
| > 260 HB | 18 | 22 | 0,160 | 0,200 | 0,250 | |
| Hliník, hliníkové zliatiny | < 530 N/mm² | 40 | 100 | 0,180 | 0,220 | 0,300 |
| Hliník, hliníkové zliatiny < 10 % Si | < 600 N/mm² | 30 | 60 | 0,180 | 0,220 | 0,300 |
| Horčík, horčíkové zliatiny | < 280 N/mm² | 40 | 100 | 0,180 | 0,220 | 0,300 |
| Meď, nízkolegovaná | < 350 N/mm² | 35 | 65 | 0,180 | 0,220 | 0,300 |
| Mosadz, krátke triesky | < 600 N/mm² | 60 | 100 | 0,250 | 0,300 | 0,350 |
| Mosadz, dlhé triesky | < 600 N/mm² | 35 | 60 | 0,400 | 0,250 | 0,350 |
| Bronz, krátke triesky | < 600 N/mm² | 25 | 50 | 0,140 | 0,200 | 0,250 |
| 650 – 850 N/mm² | 25 | 50 | 0,140 | 0,200 | 0,250 | |
| Bronz, dlhé triesky | < 850 N/mm² | 15 | 35 | 0,140 | 0,200 | 0,250 |
| 850 – 1200 N/mm² | 15 | 35 | 0,140 | 0,200 | 0,250 | |
| Popis |
| vc = rezná rýchlosť [m/min] |
| f = posun [mm/r] |
| Navrhované hodnoty rezania sú referenčné hodnoty a je potrebné ich prispôsobiť na základe príslušných podmienok. |
Naposledy pozreté

Euro adaptér E 20 Na odvzdušňovač bŕzd

Skrutka so šesťhrannou hlavou so závitom až po hlavu na konštrukciu tlakových nádob ISO 4017, oceľ 5.6, pozinkovaná, modrá pasivovaná (A2K)

Skrutka do dreva Šesťhranná hlava DIN 571, nehrdzavejúca oceľ A2

Spájkovačka

Vejárová podložka, vnútorné ozubenie, typ J

Hliníková skrinka

Skrutka so šesťhrannou hlavou a stopkou ISO 4014, oceľ 8,8, pozinkovaná, modrá pasivovaná (A2K)

Skrutka so šošovkovitou zápustnou hlavou a rovnou drážkou DIN 964, nehrdzavejúca oceľ A2, bez povrchovej úpravy

Servisná jednotka klimatizácie vozidiel COOLIUS® Y10

Špirálový vrták HSS DIN 1897 typ RN