














Twist drill bit HSCo8 WN MAGMA
Twist drill, HSCo8, WN type, RH MAGMA
DRL-TWST-MET-WN-HSCO8-MAGMA-D4,5






Register now and access more than 125,000 products
Exceptionally high drilling stability and cutting force
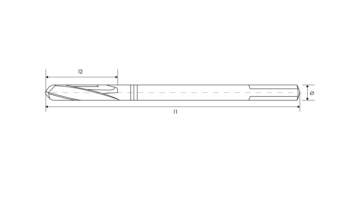
Reinforced core and shortened spiral length according to DIN 1897 with a total length according to DIN 338
Extra-high level of resistance to breakage
Optimised cutting edge and special, flat helix angle
Special magma multi-layer coating and 8 % cobalt alloy
- Up to 9x longer service life and up to 50 % faster cutting speed compared to uncoated drill bits
- Up to 2x longer service life compared to conventional coatings
- Heat-resistant up to 800 °C
Optimal centring during work and less effort required
135° tip angle and optimised cross web thinning
3-flat shank (from dia. 4 mm)
- No spinning in the drill chuck: faster, more comfortable working
- Optimal power transmission
- Protects the drill chuck from damage
- Minimal effort required to loosen and tighten the drill chuck
Product packaging made from 100 % PCR (recycled plastic from household waste) and 100 % recyclable
Datasheets(X)

- Materials that are difficult to machine (e.g. Hardox 400–500), such as excavator shovels, lorry attachments, armour plating, snow ploughs, agricultural machinery etc.
- Holes in conventional steels where a long service life is required
Where possible, use sufficient coolant and lubricant.
 | |
Suitable for machine type | Drill, Cordless screwdrivers, Pedestal drilling machine, Milling/drill center |
Material to be processed | Hard and tough material |
Quality | ZEBRA-Premium |
Standard / drilling depth | CS / 3xD |
Diameter (Ø) | 4.5 mm |
Length (l1) | 80 mm |
Chip flute length (l2) | 24 mm |
Shank diameter | 4.5 mm |
Shank style | 3-face shank |
Surface | Magma multilayer coating |
Cutting material | HSCo8 |
Type | RH |
Angle of the tip | 135 Degree |
Service life (points system) | 4 of 4 points |
Drilling speed (point system) | 3 of 4 points |
Bore hole quality (point system) ( ) | 4 of 4 points |
Versatility (points system) | 2 of 4 points |
Drilling behaviour (point system) | 4 of 4 points |
Suitable for drill (points system) | 4 of 4 points |
Suitable for cordless drills (points system) | 4 of 4 points |
Suitable for upright drilling machine (points system) | 4 of 4 points |
Suitable for milling-drilling centre (points system) | 3 of 4 points |
Self-centring | Yes |
Suitable for tensile strength up to | 1550 N/mm² |
Material of sub-group | Alloyed tempering steels, Nitriding steels, Tool steels, High-speed steels, Cast iron, Ductile iron, Malleable cast iron, Titanium, Titanium alloys, Hardox, Spring steels, Bronze, short-chipping, Bronze, long-chipping, Brass, short-chipping |
| Cutting values | ||||||||||||
| For dia. 1.0-3.0 | ||||||||||||
| Material designation | Tensile strength | from dia. 1.0 | from dia. 2.0 | from dia. 3.0 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| from | to | from | to | from | to | from | to | |||||
| Steels | ||||||||||||
| Unalloyed quenched and tempered steels | ≤ 1,000 N/mm² | 20 | 25 | 6360 | 7960 | 0,020 | 3183 | 3979 | 0,030 | 2122 | 2653 | 0,040 |
| Low-alloy quenched and tempered steels | ≤ 1,000 N/mm² | 20 | 25 | 6360 | 7960 | 0,020 | 3183 | 3979 | 0,030 | 2122 | 2653 | 0,040 |
| Alloyed quenched and tempered steels | ≤ 1,200 N/mm² | 8 | 12 | 2546 | 3820 | 0,020 | 1273 | 1910 | 0,030 | 849 | 1273 | 0,040 |
| Nitriding steels | ≤ 1,200 N/mm² | 8 | 12 | 2546 | 3820 | 0,020 | 1273 | 1910 | 0,030 | 849 | 1273 | 0,040 |
| Tool steels | ≤ 1,200 N/mm² | 8 | 12 | 2546 | 3820 | 0,020 | 1273 | 1910 | 0,030 | 849 | 1273 | 0,040 |
| High-speed steels | ≤ 1,200 N/mm² | 8 | 12 | 2546 | 3820 | 0,020 | 1273 | 1910 | 0,030 | 849 | 1273 | 0,040 |
| Stainless steels | ||||||||||||
| Titanium and titanium alloys | ≤ 850 N/mm² | 7 | 10 | 2228 | 3183 | 0,020 | 1114 | 1592 | 0,030 | 743 | 1061 | 0,040 |
| Special alloys | ≤ 1,200 N/mm² | 7 | 9 | 2228 | 2865 | 0,020 | 1114 | 1432 | 0,030 | 743 | 955 | 0,040 |
| Cast metals | ||||||||||||
| Cast iron | ≤ 350 HB | 20 | 30 | 6366 | 9550 | 0,030 | 3183 | 4775 | 0,040 | 2122 | 3183 | 0,050 |
| Spheroidal graphite and malleable iron | ≤ 350 HB | 18 | 22 | 5730 | 7000 | 0,030 | 2865 | 3500 | 0,040 | 1910 | 2334 | 0,050 |
| Hard materials | ||||||||||||
| Hardox | ≤ 1,250 N/mm² | 7 | 9 | 2228 | 2865 | 0,025 | 1114 | 1432 | 0,035 | 743 | 955 | 0,045 |
| Hardox | ≤ 1,550 N/mm² | 4 | 6 | 1273 | 1910 | 0,015 | 637 | 955 | 0,020 | 424 | 637 | 0,030 |
| Spring steels | ≤ 1,100 N/mm² | 8 | 10 | 2538 | 3183 | 0,025 | 1273 | 1592 | 0,035 | 849 | 1061 | 0,040 |
| Key |
| vc = cutting speed [m/min] |
| f = feed [mm/r] |
| n = rotation speed [rpm] |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
| For dia. 8.0-12.0 | ||||||||||||
| Material designation | Tensile strength | from dia. 8.0 | from dia. 10.0 | from dia. 12.0 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| from | to | from | to | from | to | from | to | |||||
| Steels | ||||||||||||
| Unalloyed quenched and tempered steels | ≤ 1,000 N/mm² | 20 | 25 | 796 | 995 | 0,100 | 637 | 796 | 0,120 | 531 | 663 | 0,140 |
| Low-alloy quenched and tempered steels | ≤ 1,000 N/mm² | 20 | 25 | 796 | 995 | 0,100 | 637 | 796 | 0,120 | 531 | 663 | 0,140 |
| Alloyed quenched and tempered steels | ≤ 1,200 N/mm² | 8 | 12 | 318 | 477 | 0,100 | 255 | 382 | 0,120 | 212 | 318 | 0,140 |
| Nitriding steels | ≤ 1,200 N/mm² | 8 | 12 | 318 | 477 | 0,100 | 255 | 382 | 0,120 | 212 | 318 | 0,140 |
| Tool steels | ≤ 1,200 N/mm² | 8 | 12 | 318 | 477 | 0,100 | 255 | 382 | 0,120 | 212 | 318 | 0,140 |
| High-speed steels | ≤ 1,200 N/mm² | 8 | 12 | 318 | 477 | 0,100 | 255 | 382 | 0,120 | 212 | 318 | 0,140 |
| Stainless steels | ||||||||||||
| Titanium and titanium alloys | ≤ 850 N/mm² | 7 | 10 | 279 | 398 | 0,100 | 223 | 318 | 0,120 | 186 | 265 | 0,140 |
| Special alloys | ≤ 1,200 N/mm² | 7 | 9 | 279 | 358 | 0,100 | 223 | 286 | 0,120 | 186 | 239 | 0,140 |
| Cast metals | ||||||||||||
| Cast iron | ≤ 350 HB | 20 | 30 | 796 | 1194 | 0,120 | 637 | 955 | 0,140 | 531 | 796 | 0,160 |
| Spheroidal graphite and malleable iron | ≤ 350 HB | 18 | 22 | 716 | 875 | 0,120 | 573 | 700 | 0,140 | 477 | 584 | 0,160 |
| Hard materials | ||||||||||||
| Hardox | ≤ 1,250 N/mm² | 7 | 9 | 279 | 358 | 0,100 | 223 | 286 | 0,125 | 186 | 239 | 0,140 |
| Hardox | ≤ 1,550 N/mm² | 4 | 6 | 159 | 239 | 0,080 | 127 | 191 | 0,100 | 106 | 159 | 0,110 |
| Spring steels | ≤ 1,100 N/mm² | 8 | 10 | 318 | 398 | 0,100 | 255 | 318 | 0,125 | 212 | 265 | 0,140 |
| For dia. 4.0-6.0 | ||||||||||||
| Material designation | Tensile strength | from dia. 4.0 | from dia. 5.0 | from dia. 6.0 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| from | to | from | to | from | to | from | to | |||||
| Steels | ||||||||||||
| Unalloyed quenched and tempered steels | ≤ 1,000 N/mm² | 20 | 25 | 1592 | 1989 | 0,050 | 1273 | 1592 | 0,060 | 1061 | 1326 | 0,080 |
| Low-alloy quenched and tempered steels | ≤ 1,000 N/mm² | 20 | 25 | 1592 | 1989 | 0,050 | 1273 | 1592 | 0,060 | 1061 | 1326 | 0,080 |
| Alloyed quenched and tempered steels | ≤ 1,200 N/mm² | 8 | 12 | 637 | 955 | 0,050 | 509 | 764 | 0,060 | 424 | 637 | 0,080 |
| Nitriding steels | ≤ 1,200 N/mm² | 8 | 12 | 637 | 955 | 0,050 | 509 | 764 | 0,060 | 424 | 637 | 0,080 |
| Tool steels | ≤ 1,200 N/mm² | 8 | 12 | 637 | 955 | 0,050 | 509 | 764 | 0,060 | 424 | 637 | 0,080 |
| High-speed steels | ≤ 1,200 N/mm² | 8 | 12 | 637 | 955 | 0,050 | 509 | 764 | 0,060 | 424 | 637 | 0,080 |
| Stainless steels | ||||||||||||
| Titanium and titanium alloys | ≤ 850 N/mm² | 7 | 10 | 557 | 796 | 0,050 | 446 | 637 | 0,060 | 371 | 531 | 0,080 |
| Special alloys | ≤ 1,200 N/mm² | 7 | 9 | 557 | 716 | 0,050 | 446 | 573 | 0,060 | 371 | 477 | 0,080 |
| Cast metals | ||||||||||||
| Cast iron | ≤ 350 HB | 20 | 30 | 1592 | 2387 | 0,060 | 1273 | 1910 | 0,080 | 1061 | 1592 | 0,100 |
| Spheroidal graphite and malleable iron | ≤ 350 HB | 18 | 22 | 1432 | 1751 | 0,060 | 1146 | 1401 | 0,080 | 955 | 1167 | 0,100 |
| Hard materials | ||||||||||||
| Hardox | ≤ 1,250 N/mm² | 7 | 9 | 557 | 716 | 0,063 | 446 | 573 | 0,070 | 371 | 477 | 0,080 |
| Hardox | ≤ 1,550 N/mm² | 4 | 6 | 318 | 477 | 0,040 | 255 | 382 | 0,050 | 212 | 318 | 0,060 |
| Spring steels | ≤ 1,100 N/mm² | 8 | 10 | 637 | 796 | 0,060 | 509 | 637 | 0,070 | 424 | 531 | 0,080 |
Select RAL-colour code
!! NOTE: On-screen visualisation of the colour differs from real colour shade!!
Last viewed

GEFU® thread-rolling screw with Taptite 2000® thread, flattened half round head with collar and hexalobular drive

Serrated dowel

Drilling screw, hexagon head with sealing washer pias®

Façade construction screw Faba® type A with hexagon head and sealing washer

Round head screw with square neck DIN 603, steel 8.8, zinc-plated, yellow chromated (A3C)

Slotted cheese head DIN 84, steel 4.8, zinc-plated, blue passivated (A2K)

X-Finity sweat jacket

Knob with recessed handle

Hexagonal bolt with shank ISO 4014, plain A2-50 and A2-70 stainless steel

Rack for door jamb clamps