





Solid carbide end mill Speedcut, ultra-hard steel 68 HRC, extra long
End mill SC Ultra HRC WN 4xD/2xD 50° TiAlN-S HA
CTR-SC-SP-WN-HS-EL-TNS-HA-D4,0MM




















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 7287 |
Material to be processed | Cast metal, Hard and tough material |
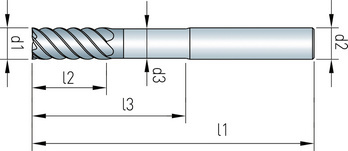
Diameter (d1) | 4 mm |
Shank diameter (d2) | 6 mm |
Clearance diameter (d3) | 3.8 mm |
Standards | CS |
Construction length | Extra long |
Shank style | Cylindrical DIN 6535-HA |
Cutting material | SC |
Surface | TiAlN-S |
Coolant supply | External |
Twist angle | 50° |
Length (l1) | 57 mm |
Cutting edge length (l2) | 11 mm |
Clearance length (l3) | 20 mm |
Number of cutting edges (Z) | 6 PCS |
Corner chamfer | 0.05 mm |
Tolerance of cutting edge diameter | e8 |
Tolerance of shank diameter | h5 |
Material of sub-group | Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Steels > 45 HRC |
Last viewed

Machine thread former Speedtap-Inox, with oil grooves For metric ISO fine thread DIN 13

Band saw blade

3/4-inch impact socket wrench insert hexagon, metric, short

OrgaAer central lock For hanging frames and wide drawers

Cable clamp, double-lobed according to SN 78550

Cockpit cleaning and care spray

Felicity S1 FLEXITEC® ESD safety sandals

Trizact® cloth-backed sanding sleeve

Base height adjuster type EV-D for anchoring

Twist drill bit HSCo8 WN TYPE RH